配孔按订单生产

- 轴孔、键槽、攻丝孔、表面处理的加工规格标准化。
无需再加工,可立即使用。 - *智能:将加工规范符号化。
- *平滑:客户无需创建加工图纸即可获得图纸数据。
- *快速:开箱即用。


特性
- *对轴孔、键、丝锥的加工、表面处理的加工规格进行标准化,仅凭型号即可安排的滑轮。
- *种类 (间距) 可对应P3M (材质:仅铝)、P5M、P8M、P14M
- * 您可以从配孔图纸库中查看图纸中的规格。
加工规格
轴孔加工

| 轴孔公差 | 轴孔直径 | 倒角量 |
|---|---|---|
|
|
|
- 加工尺寸为整数1mm单位 (英制尺寸除外) 加工
- 椿本标准倒角均为0.5mm
键槽加工
| 键槽公差 | 键槽宽度 |
|---|---|
|
|
- 尺寸符合JIS
- 无键槽为“W00”
丝锥加工

| 点击次数和位置 | 螺孔尺寸 |
|---|---|
|
|
- 螺孔尺寸与轴孔直径相对应
- 没有水龙头“D0M00”
表面处理
- 无:无
- K:无电解镍磷镀
- ※无表面处理以后为空白
- [注]追加加工部分无电镀。
型号表示例
| PT30P5M15AF | -A | - | H | 020 | N | - | J | 06 | D3 | M06 | |
| | 滑轮本体型号 |
| | | | | |
| | | |
| 轴孔直径 mm |
| | | | | |
| | | |
| 键槽宽 mm |
| | | |
| 螺孔尺寸 |
|||
| 轴孔公差 |
键槽公差 |
攻丝孔加工规格 |
|||||||||
| 材质 -A:铝合金 无:机械构造用碳素钢 |
轴孔倒角 | ||||||||||
注意事项
- *键槽、丝锥的尺寸符合JIS标准。请客人确认在使用条件下是否可以使用。或者请咨询本公司。
加工规格 (攻丝加工位置)
AF型
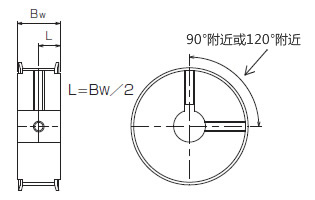
BF型

- *对于 AF 型,第二个位置的攻丝角度是一个近似值(由于皮带轮齿底的加工)。
- *丝锥加工长度较长时,可加工沉孔。
- *丝锥加工规格中,各丝锥孔配有固定螺丝。
固定螺丝规格
- 附六角孔,楔形尖端型・钢制。
- 主体为电镀规格时,安装不锈钢制固定螺丝。
