双倍节距链轮配孔

- 轴孔、键槽、丝锥孔由本公司加工后发货。
- 不需要客人麻烦的追加工程,可以直接使用。
- 可从设定的加工内容中自由选择。

特性
- ·轴孔加工及键槽加工内容以商品名进行编码,可正确传达客户安排的内容。
- ・配孔图纸库允许客户提前使用图纸查看订单详情。(请参见上方横幅。)
- ·轴孔、键槽、螺丝孔等已加工完成,客人到达后可直接使用。
注)选定链轮规格时
·需要选择与客户的使用环境和使用的链条规格相对应的链轮规格。详细内容请参照各种链条和链轮的匹配表。
需要轴承孔加工时请点击此处 需要钢、不锈钢以外的材质或表面处理时,此产品为特形品,请向我们咨询。产品目录、使用说明书
型号表示例
| 双倍节距链轮 | |||||||||||||
| RF2060S-1B1100T | Q | - | H | 030 | N | - | J | 08 | D2 | M06 | - | H1 | -K |
| | 本体型号 |
| | | |
| | | |
| 轴孔直径 mm |
| | | | | |
| | | |
| 键槽宽 mm |
| | | |
| 螺孔尺寸 |
| 并列符号 (5) |
| 表面处理 (6) |
|||
| 齿顶硬化 无:无齿顶硬化 问:齿顶硬化 |
轴孔公差 (1) |
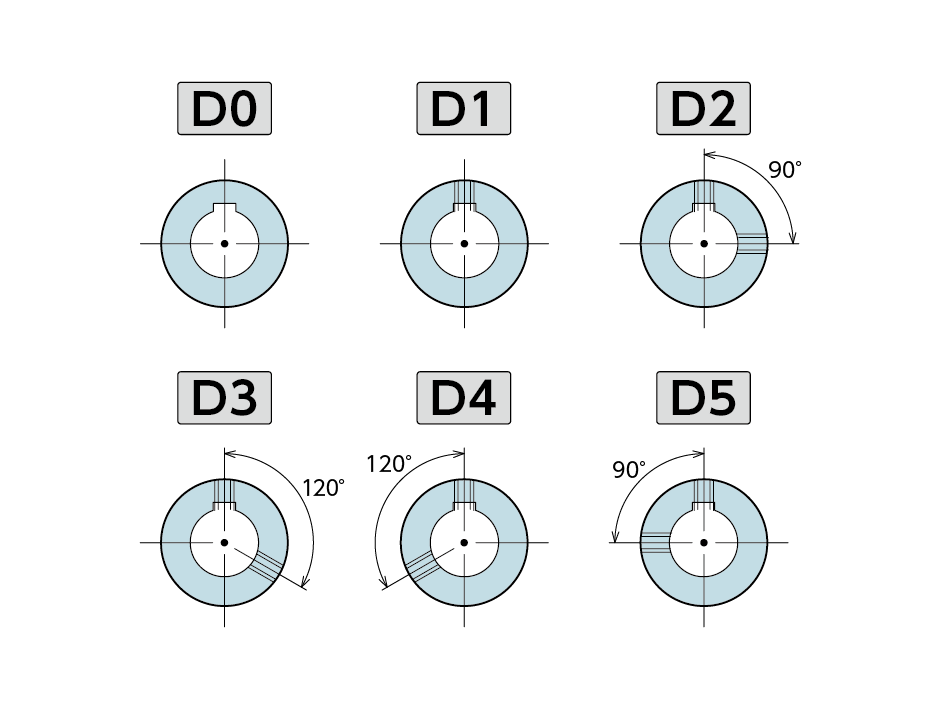
键槽公差 (3) |
螺丝孔加工规格 (4) |
||||||||||
| 轴孔倒角 (2) |
|||||||||||||
| (1) 轴孔公差 | (2) 轴孔倒角 | (3) 键槽公差 | (4) 攻丝孔加工规格 |
|---|---|---|---|
|
H:H7 G:G7 M:M7 |
N:椿本标准 A:C1 B:C2 C:C3 |
W:无 J:新JISJs9 P:新JISP9 F:旧JISF7 E:旧JISE9 |
* H1 和 H3 并联使用的接头布置方式为 |
| (5) 并列符号*2个为一组 | (6) 表面处理 |
|---|---|
轮毂安装方向示意图 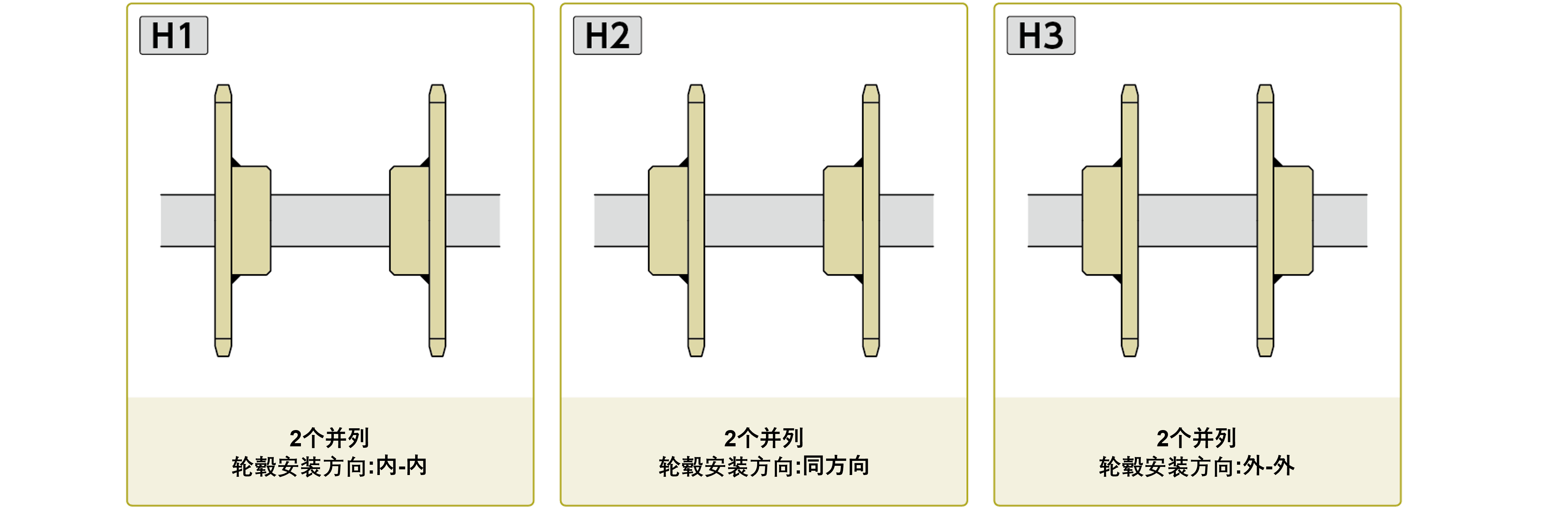
*对于 H1 和 H3,镜像对称。 镜像对称 平行使用的一般链轮对称加工攻丝布置。 示例:□□□对于D2M16-H1 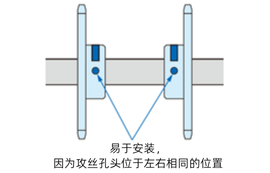
|
无备注:无 B:黑色氧化处理 K:化学镀镍磷 C:电镀锌(三价铬酸盐处理) |
商品一览表
短期交货品
这是对预留孔型库存商品的额外加工工序,因此请在订购前检查库存。
◎...需要表面处理 ○...需要轴孔加工 △...需要轴孔加工(加工有限制)
蓝色部分为齿顶硬化规格,浅蓝色部分为齿顶非硬化规格,无色部分为齿顶非硬化规格(可添加齿顶硬化处理)。
双倍节距链轮
| 滚子形式 品种/齿数 |
钢 | 不锈钢 | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S | R | S | R | ||||||||||||||||||
| RF2040S | RF2050S | RF2060S | RF2080S | RF2100S | RF2120S | RF2160S | RF2040R | RF2050R | RF2060R | RF2080R | RF2100R | RF2120R | RF2160R | RF2040S | RF2050S | RF2060S | RF2080S | RF2040R | RF2050R | RF2060R | |
| 912T | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ○ | ○ | ○ | ○ | ||||||||||
| 1000T | ◎ | ◎ | ◎ | ◎ | |||||||||||||||||
| 1012T | ◎ | ◎ | ◎ | ◎ | ○ | ○ | ○ | ○ | |||||||||||||
| 1100T | ◎ | ◎ | ◎ | ◎ | ◎ | ○ | ○ | ○ | ○ | ○ | |||||||||||
| 1112T | ◎ | ◎ | ◎ | ◎ | ○ | ○ | ○ | ○ | |||||||||||||
| 1200T | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||||
| 1212T | ◎ | ◎ | ◎ | ◎ | ○ | ○ | ○ | ○ | |||||||||||||
| 1300T | ◎ | ◎ | ◎ | ◎ | ○ | ○ | ○ | ||||||||||||||
| 1400T | ◎ | ◎ | ◎ | ◎ | |||||||||||||||||
| 1500T | ◎ | ◎ | ◎ | ◎ | |||||||||||||||||
| 1600T | ◎ | ◎ | ◎ | ◎ | |||||||||||||||||
倍速链链轮
| 品种/齿数 | 钢 | ||||
|---|---|---|---|---|---|
| RF2030VRP | RF2040VRP | RF2050VRP | RF2060VRP | RF2080VRP | |
| 10T | ○ | ○ | ○ | ○ | △ |
顶板链链轮
| 齿数 | 钢 | 不锈钢 | ||||||
|---|---|---|---|---|---|---|---|---|
| TT | TTP | TTU | TTUP | TPF | TPUSR | TPUN | TPUSR | |
| 800T | ◎ | |||||||
| 1000T | ◎ | ◎ | ||||||
| 1012T | ◎ | ◎ | ◎ | ◎ | ◎ | |||
| 1013T | ||||||||
| 1100T | ◎ | |||||||
| 1112T | ◎ | ◎ | ◎ | ◎ | ◎ | |||
| 1200T | ◎ | ◎ | ||||||
| 1212T | ◎ | ◎ | ◎ | ◎ | ◎ | |||
| 1300T | ◎ | |||||||
| 1500T | ◎ | ○ | ||||||
加工内容
※单击以查看详细信息。

| 轴孔加工 (L) | 键槽加工 (K) | 攻丝加工 (D) |
|---|---|---|
 |
 |
 |
|
·加工尺寸仅为整数1mm单位 ·加工公差・・・可选择 |
·仅平行键槽 ·加工公差・・・可选择 |
·可选择加工尺寸 ·加工部位 (最多2处) 可选择 ·带固定螺钉 |
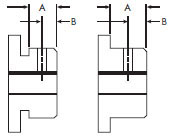
B=A/2 |

螺纹孔较长时, |
|
·带钢制凹断六角孔 ·电镀规格或本体为不锈钢 
|
在JS9·P9的情况下 (新JIS)
| 适用轴孔直径 (mm) |
键槽宽度 (mm) |
椿本标准 尺寸 |
选择大小 |
|---|---|---|---|
| 10~12 | 4 | M4 | --- |
| 12~17 | 5 | M5 | M4 |
| 17~22 | 6 | M6 | M5 |
| 22~30 | 8 | M6 | M5, M8 |
| 30~38 | 10 | M8 | M6, M10 |
| 38~44 | 12 | M8 | M6, M10 |
| 44~50 | 14 | M8 | M6, M10 |
| 50~58 | 16 | M10 | M8, M12 |
| 58~65 | 18 | M10 | M8, M12 |
| 65~75 | 20 | M12 | M10, M16 |
| 75~85 | 22 | M12 | M10, M16 |
| 85~95 | 25 | M16 | M12, M20 |
| 95~110 | 28 | M16 | M12, M20 |
| 110~130 | 32 | M20 | M16 |
| 130~150 | 36 | M20 | M16 |
| 150~170 | 40 | M20 | M16 |
| 170~(200) | 45 | M24 | M20 |
无键槽时,轴孔倒角尺寸为下表的1/2。
在F7·E9的情况下 (旧JIS)
| 适用轴孔直径 (mm) |
键槽宽度 (mm) |
椿本标准 尺寸 |
选择大小 |
|---|---|---|---|
| 10~13 | 4 | M4 | --- |
| 14~20 | 5 | M5 | M4 |
| 21~30 | 7 | M6 | M5 |
| 31~40 | 10 | M8 | M6, M10 |
| 41~50 | 12 | M8 | M6, M10 |
| 51~60 | 15 | M8 | M6, M10 |
| 61~70 | 18 | M10 | M8, M12 |
| 71~80 | 20 | M12 | M10, M16 |
| 81~95 | 24 | M12 | M10, M16 |
| 96~110 | 28 | M16 | M12, M20 |
| 111~125 | 32 | M20 | M16 |
| 126~140 | 35 | M20 | M16 |
| 141~160 | 38 | M20 | M16 |
| 161~170 | 42 | M20 | M16 |
| 轴孔直径 | 轴孔倒角 |
|---|---|
| 10~20 | 1 |
| 21~32 | 1.2 |
| 33~50 | 1.6 |
| 51~80 | 2.5 |
| 81~170 | 3 |
| 轴孔直径 | 可选倒角量 | |||
|---|---|---|---|---|
| 10~17 | N | A | - | - |
| 18~44 | N | A | B | - |
| 45~170 | N | A | B | C |
*根据尺寸和轮毂类型,某些倒角量可能无法选择。详情请查看图纸库。
| 加工分类 | 双倍节距 | TT型 | 适用于倍速链 | |||
|---|---|---|---|---|---|---|
| 轴孔 | 键 | 丝锥 | ||||
| I | --- | 0 |  |
 |
 |
|
| II | 0 |  |
 |
 |
||
| III | 1 |  |
 |
 |
||
| 2 |  |
 |
 |
|||
| 3 |  |
 |
 |
|||
| 4 |  |
 |
 |
|||
| 5 |  |
 |
 |
|||
| IV | --- | 1 |  |
 |
 |
|
| 2 |  |
 |
 |
|||
| 3 |  |
 |
 |
|||
| 4 |  |
 |
 |
|||
| 5 |  |
 |
 |
|||
| H0 | 无 |
| H1 | 轮毂安装方向:内-内 |
| H2 | 轮毂安装方向:同方向 |
| H3 | 轮毂安装方向:外-外 |
- ·并列使用时,在同轴上使用2个链轮时,按照指定的安装方向对准键槽位置进行加工。
- ·轮毂的安装方向请从下图3的图案中选择。
轮毂安装方向示意图
| 订货时的表示代码 | 规格 |
|---|---|
| B | 黑色氧化处理 |
| K | 无电解镍磷镀 |
| C | 电镀锌 (三价铬处理) |
其他
| 限制 | 请联系我们索取检验报告和工艺规程表。 (如果需要提交,将按一般特殊表格处理。) |
|---|