技术资料顶板链选择
本页介绍以下内容:。
(单击每个项目可滚动到正文。)
- 2-1.导轨放置
- 2-2.导向间隙
- 2-3.运行导轨安装示例(室温下)
- 2-4.输送机布局
- 2-5.WT0700系列两端压尺的安装示例
- 2-6.WT1500系列及BTN5和两端压尺的安装示例
- 2-7.WT2520系列正反底部驱动布局
- 2-8. 压尺条衔接布局
- 2-9. BTC4-M型衔接接头布局
- 2-10. WT2520系列衔接布局
- 2-11.正交输送布局
- 2-12.WT1500和WT1505G的正交传输
- 2-13.倾斜输送机的收带
- 2-14. 翼板型链的返回侧
- 2-15.防上浮附件(阻力板)的特殊组织
- 2-16.分动板的安装
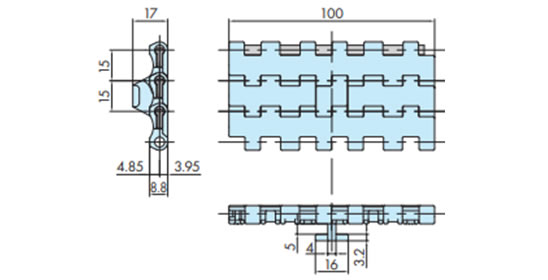
塑料模块链条(宽型)输送机设计信息
2-1.导轨放置
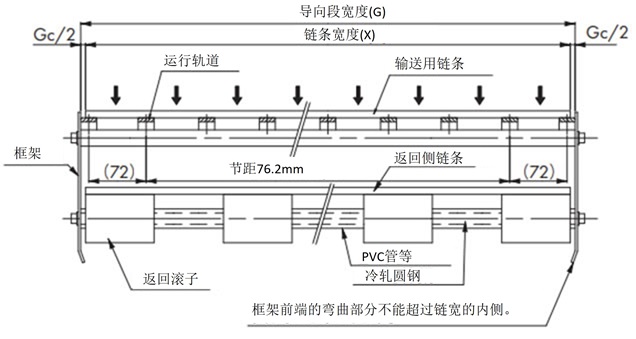
导轨的配置因安装空间等而异,例如下图所示。(高载荷布局)
注)
- 1. 将运行导轨和驱动链轮的框架端面倒角,以防止干涉。
- 2.WT1907、WT3827、WT5707在Φ80以上。
- 3.WT0705-W型,WT1515-W型,WT1516-W型,WT0705-M型,WT1515G-M型,BTC4-M型Φ20以上。
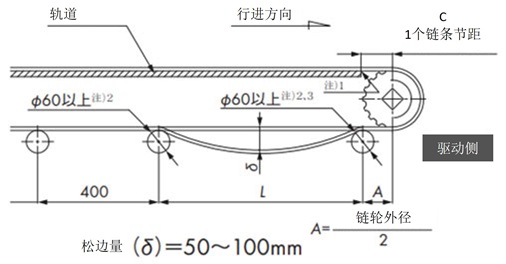
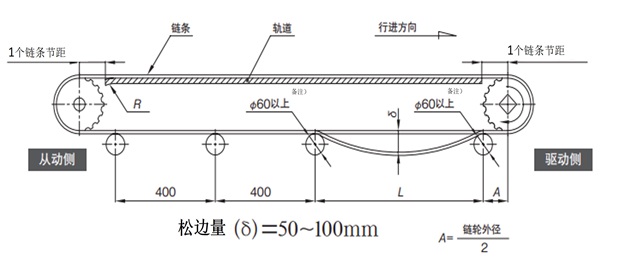
2-1-1.链松散量
请参考下表 5,表中列出了驱动链轮下方返回侧链条所在回程滚轮之间的距离 L,并保持回程滚轮之间的链条松弛度在 50 至 100 mm之间。此松弛度可防止跳齿。如果链条松弛度超出此范围,则可能发生跳齿。
表5.返回辊间隔L
| 链式 | 回车辊间隔L | |
|---|---|---|
| 张力负荷因数 (F1) | ||
| 50%以下时 | 超过50%时 | |
| WT0405, WT0705 | 400 ~ 600 | |
| BT6, BT8 | 500 ~ 700 | 800 ~ 1000 |
| WT2250, WT2515, WT2525, WT2525VG | 600 ~ 900 | |
| WT1500, 2500, 3000, 3800 | 450 ~ 500 | |
| WT3109, BTH16 | 750 ~ 1000 | |
对于WT1907、WT3827、WT3835和WT5707:
| 交货条件 | 滚子间距L |
|---|---|
| 输送机长度小于 12m、输送物质量 75kg/m2 以下时 | 600 ~ 900 |
| 输送机长度小于 20m、输送物质量 100kg/m2 以下时 | 750 ~ 900 |
| 输送机长度小于 20m、输送物质量超过 100kg/m2 时 | 1200 ~ 1500 |
注)
- 1.定宽类型的链条应采用与塑料顶板链条相同的设计方式。
- 2.关于路径分离器等特殊传送带,请咨询本公司。
- 3.请参阅安装两端的压尺。
WT0705-W型、WT1515/6-W型、WT0705-M型、WT1515G-M型、BTC4-M型时
| 回车辊 | 建议链宽度 | 回车辊轴距 |
|---|---|---|
| TP-RR20650 | 300mm以下 | 400mm |
| TP-RR30850 | 500mm以下 | 400 ~ 600mm |
| TP-RR41050 | 600mm以下 |
2-1-2.啮合角度
驱动链轮与链条的“啮合角度”应大于或等于180°注)。角度小的情况下,有跳牙的可能性。
注)底部驱动的“啮合角度”大于200°。
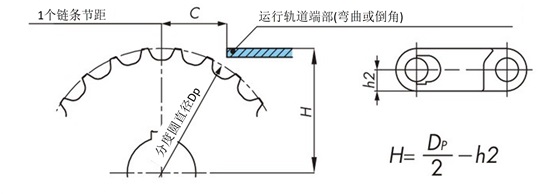
2-1-3.运行导轨末端
链轮与运行导轨末端之间的距离 C 应为一个基本链节。
此外,应将驱动运行导轨的末端弯曲或倒角,以防止链条卡运行导轨。
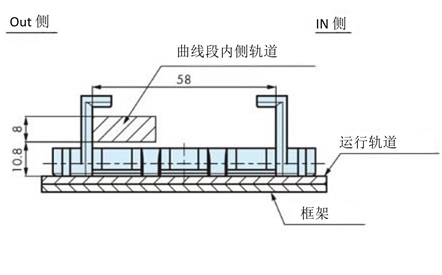
2-1-4. 链轮和运行导轨位置
请参见下图。
注)关于WT3109-W型和BTH16型,请向本公司咨询。
表6.后弯半径
| 链式 | 后弯半径R mm |
|
|---|---|---|
| 宽 | WT0405-W | 5 |
| WT0705-W | 10 | |
| BTN5, WT1505-K, WT1505RN-K, WT1505G-K, WT1505GTO-K, WT1505GTORN-K, WT1506-K, WT1515-W, WT1515G-W, WT1515VG-W, WT1516-W, WT1515G-M, BTC6, BTC6RN, BTC6-T, BTC6RN-T, BTO6, BTO6RN, BTN6 |
15 | |
| WT1907-K | 90 | |
| BTC8, BTM8H, WT2250-W, WT2525-K, WT2515-W, WT2515G-W |
25 | |
| WT2505-K, WT2506-K, WT2706-K, WTU3015T-K |
20 | |
| WT2525VG-K, WT2705-K, WT3005-K, WT3005G-K, WT3086-K, WT3086G-K |
30 | |
| WT3109-W | 35 | |
| WT3816-K, WT3835-K | 40 | |
| WT3827-K | 50 | |
| BTH16 | 60 | |
| WT5707-K | 70 | |
| 定宽 | BTC4-M, WT0705-M | 10 |
| WT1505G-M, WT1505GTO-M, WT1505TOD-M, WT1515G-M |
15 | |
| BTO8-M, WT2505-M, WT2505G-M, WT2505TOD-M, WTM2535G-M |
20 | |
| BTC8H-M, BTM8H-M, WT2515G-M, WT2525-M |
25 | |
| WT2525VG-M, WT3005G-M, WT3086G-M, WT3085-C325 |
30 | |
| WT3835G-M | 40 | |
注)翼板型的情况下,根据飞行编成・高度有所不同。
2-2.导向间隙
考虑到热膨胀,链条与导轨之间的导向间隙应设定为以下尺寸。
输送机导向宽度 (G) =链条宽度 (X) +导向间隙 (Gc)
表7.导向间隙Gc
| 链宽mm | 温度°C | ||
|---|---|---|---|
| -20 ~ 40 | 40 ~ 60 | 60 ~ 80 | |
| 300以下 | 5.0 | 6.0 | 7.0 |
| 大于300到小于500 | 6.0 | 7.0 | 9.0 |
| 大于500到小于1000 | 8.0 | 11.0 | 15.0 |
| 大于1000到小于1500 | 11.0 | 15.0 | 21.0 |
| 大于1500到小于2000 | 14.0 | 20.0 | 28.0 |
| 大于2000到小于2500 | 17.0 | 24.0 | 34.0 |
| 大于2500到小于3000 | 19.0 | 27.0 | 40.0 |
注)聚甲醛链条的线膨胀系数:12×10-5 /°C
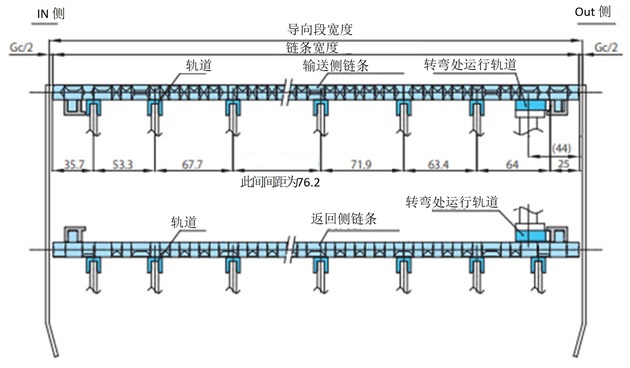
2-3.运行导轨安装示例(室温下)
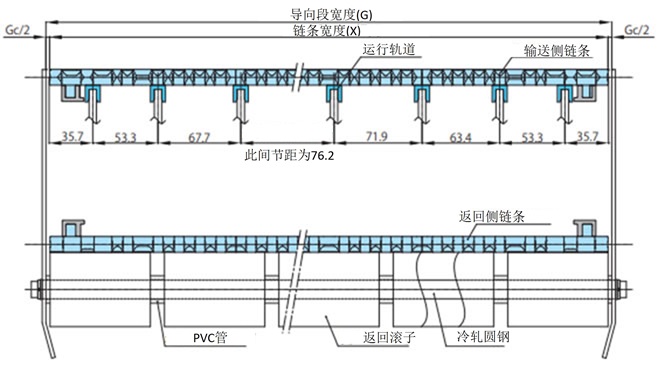
2-3-1. 宽幅型(无防蛇行附件)
运行导轨和链轮应交替布置,且间隔相等。
运行导轨WT0400 系列的间距为 45 mm,WT0700 系列、WT1510 为 50 mm,WT1907 为 50.8 mm,BTN5 为 76 mm,BT6、BT8、WT1500 系列、WT3005、WT3835 和 WT2500 系列为 76.2 mm(导轨宽度为 25 mm),WT3086、WT2515 和 WT2250 为 85 mm,WT3816 为 100 mm(导轨宽度为 30 mm),WT3827 和 WT5707 为 152.4 mm。3086、WT2515 和 WT2250 为 85 mm,WT3816 为 100 mm(导轨宽度为 30 mm),WT3827 和 WT5707 为 152.4 mm。
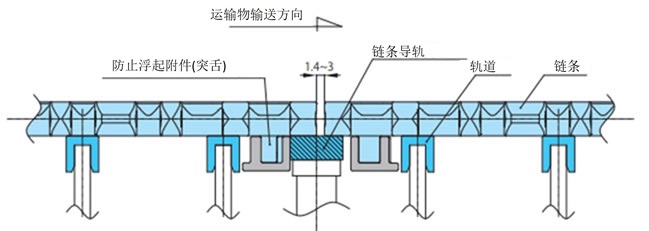
2-3-2. 宽幅型(带防蛇行附件(突舌))
(带防蛇行附件(突舌)链条:BTN5-A、WT1505G-K、WT151 5G-W、WT1505GTO-K、WT1505GTORN-K、WT2515G-W、WT3005G-K、WT3086G-K、BTC8-A)
安装带防蛇行附件(突舌),使其不干扰运行导轨。
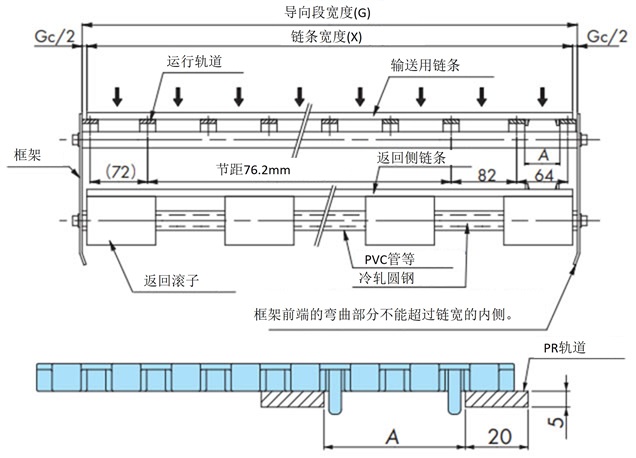
表 8. 尺寸列表(宽幅型(带防蛇行附件(突舌)))
| 链式 | A |
|---|---|
| WT1505G-K | 44 |
| WT1505GTO-K, WT1505GTORN-K | 47 |
| BTN5-A | 44 |
| WT2515G-W | 45 |
| BTC8-A | 44 |
| WT3005G-K | 44 |
| WT3086G-K | 44 |
| WT1515G-W | 31 |
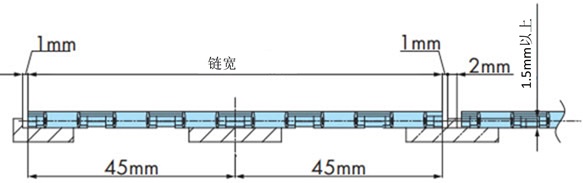
2-3-3.宽幅型 (WT0405-W型时)
使用多排时,请确保链条侧面互不接触。下图所示为一个示例。
2-3-4.宽幅型 (WTU3015T-K型时)
·线性布局
运行导轨和链轮应交替布置,且间隔相等。
1)运行导轨安装示例
3) 平交布局 (包络)
在直线段上转移平行链条时,沿上游链条防上浮附件(阻力板)的侧面安装导轨。
2) 驱动直线段布局
在弯曲输送机驱动侧的直段外侧安装链条导轨。
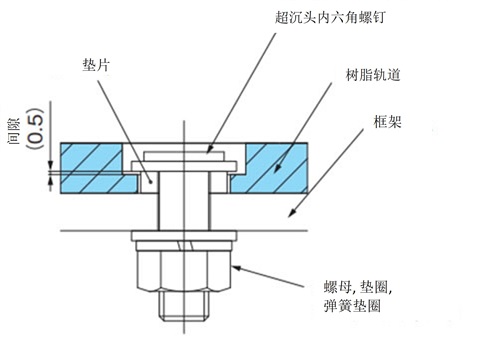
2-3-5.宽幅型 (WT3109-W型/BTH16型用)
请参阅下面的示例。不是用螺栓将导轨完全固定在框架上,而是用垫片设置间隙,固定时避免因热膨胀差而使树脂导轨翘起。
2-3-6.定宽型(带防蛇行附件(突舌))
下表列出了带防蛇行附件(突舌)的链条的导向间隙。使用多排时,链条之间应留出约 1 mm的间隙。
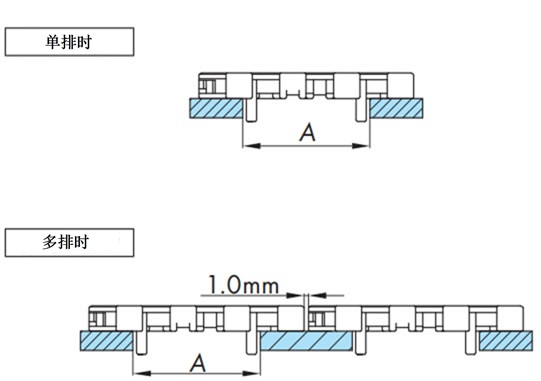
表 9. 尺寸列表
(定宽型(带防蛇行附件(突舌)))
| 链式 | A |
|---|---|
| WT1505G-M | 44 |
| WT1505GTO-M | 47 |
| WT1505TOD | 53 |
| WT1515G-M50 | 31 |
| WT1515G-M100 | 61 |
| WT2505G-M | 45 |
| WT2505TOD | 45 |
| WT2515G-M | 45 |
| WTM2535G-M | 44 |
| WT3005G-M | 44 |
| WT3086G-M | 44 |
| WT3835G-M | 45 |
| BTO8-M | 44 |
| BTC8H-M | 44 |
| BTM8H-M | 44 |
2-3-7. 耐热高速(KV)运行导轨安装
- ・我们建议使用不锈钢作为运行导轨材料。
- - 固定运行导轨时,只需固定一端,并考虑热膨胀。此外,确定运行导轨间隙时也应考虑热膨胀。
- ·为了吸收链条的热膨胀,需要绑带。调整卷曲时,请务必将卷曲调整到工作温度。
降低温度时,请务必松开绑带后再进行。 - - 会产生黑色磨损粉。请定期清洁。
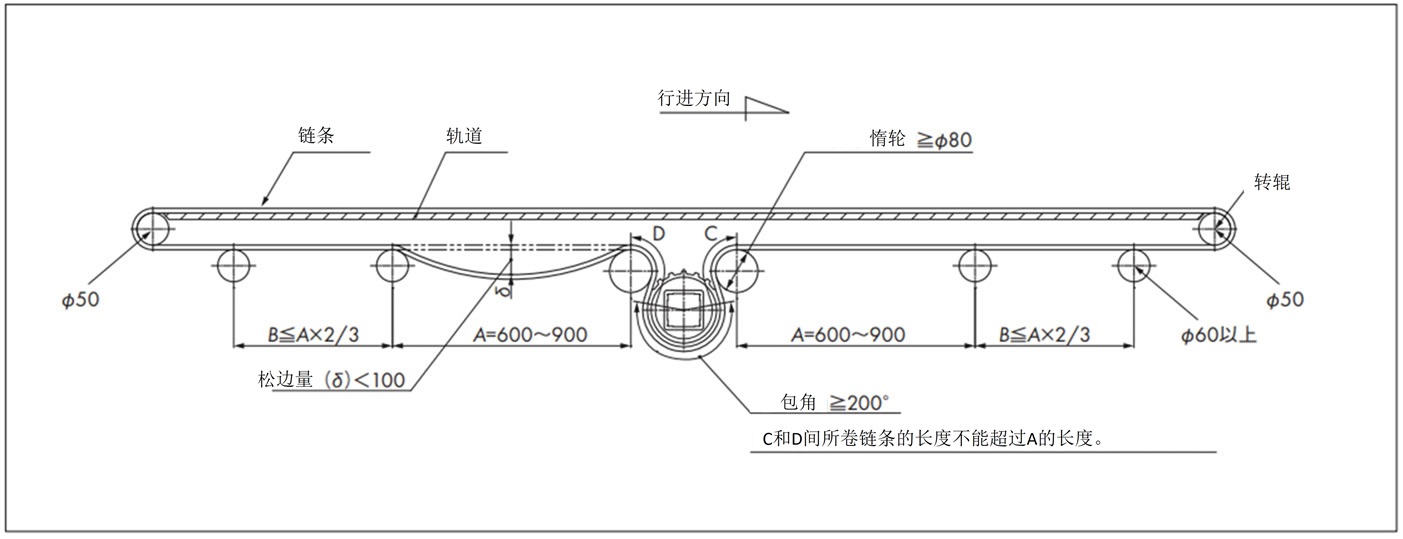
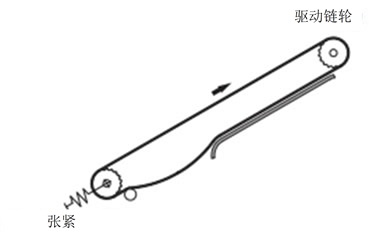
2-4.输送机布局
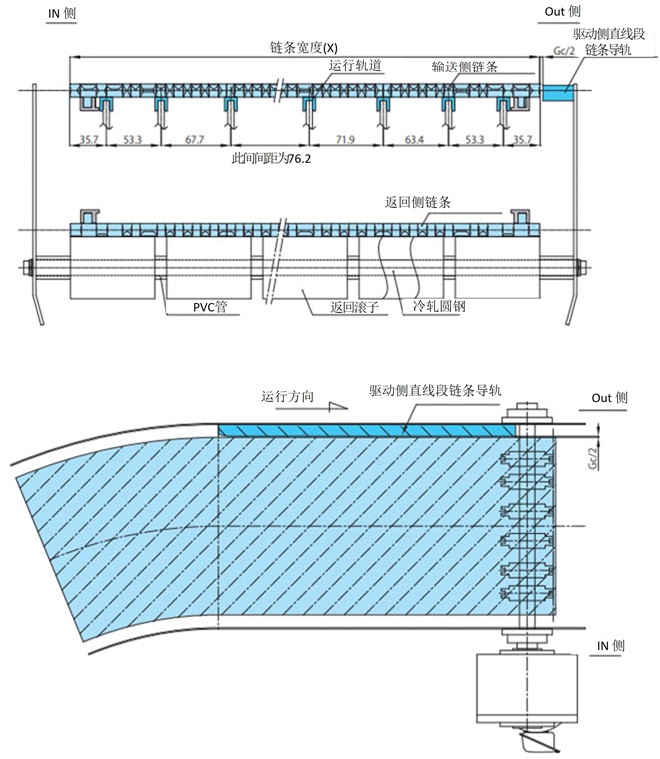
返回侧有两种接收方式:“回程辊接收方式”和“运行导轨接收方式”。示例如下。
※注意事项
- 1. 在末端进行换乘时,例如通过 TOD 换乘,请务必格外小心。
- 2. 回程运行导轨入口半径应大于等于 R40。
- 3.链子会因温度变化而膨胀、收缩,因此请将链子切割成适当的松弛量,并使用张紧器等进行调节。
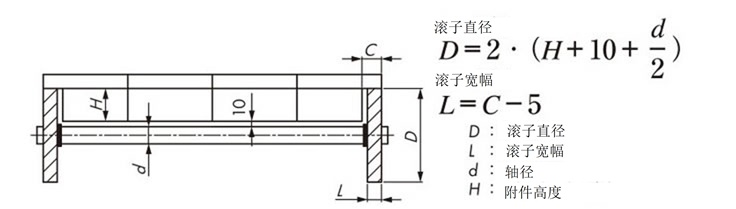
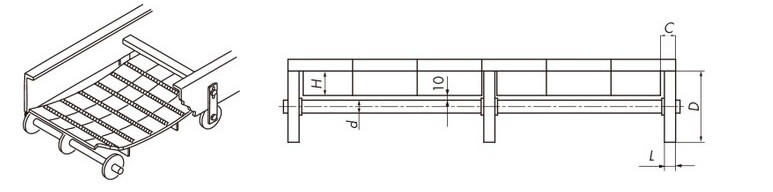
2-4-1.回位滚子接收方式
调整滚子的安装间隔 (传送带宽度方向),使其与要使用的链宽相匹配。
(传送带侧面) (高载荷布局)
注)
- WT1907、WT3827、WT5707在Φ80以上。
L尺寸请参照上述表5。
(传送带返回侧平面)
2-4-2.运行导轨上的支撑方法
(传送带侧面) (高载荷布局)
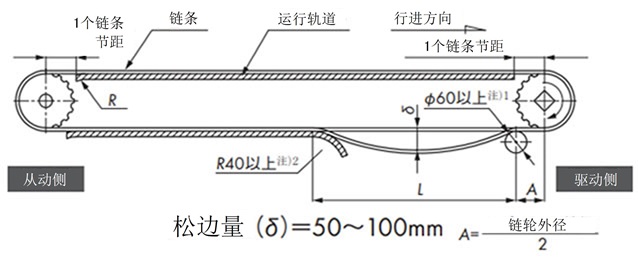
注)
- 1.WT1907、WT3827、WT5707在Φ80以上。
- 2.WT1907、WT3827和WT5707必须大于或等于后弯半径。
L尺寸请参照上述表5。
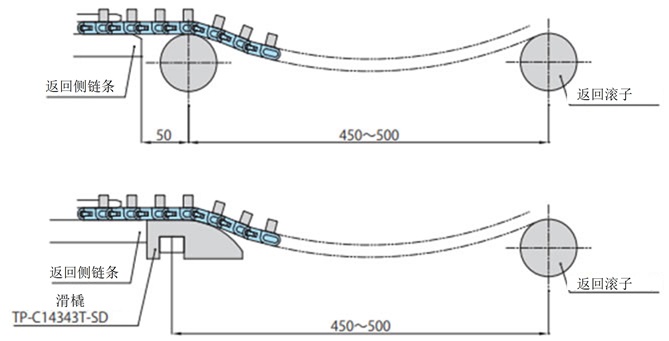
2-4-3.曲线布局 (WTU3015T-K型状)
对于弯曲输送,请确保驱动单元与弯曲部分之间至少有 800 mm的直线段,以确保返回侧悬链线。
1)运行导轨安装示例
2)运行导轨进出站的处理
弯运行导轨与直运行导轨在入口和出口处连接的部分应进行倒角处理,以防止链条被卡住。
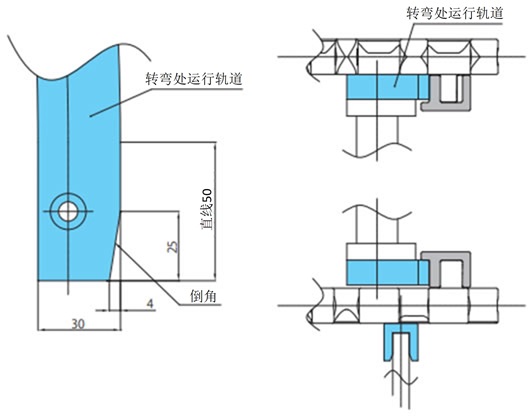
・返回侧曲线布局
在返回侧弯曲导轨的两端,安装回程滚轮或滑动鞋(TP-C14343T-SD),距离导轨 50 mm,以引导链条。
输送机侧面剖视图
2-4-4.曲线布局 (WT3085-C型)
在输送侧的弯曲部分安装运行导轨
在返回侧曲线上安装运行导轨
(附件滑动)
(顶板滑动)
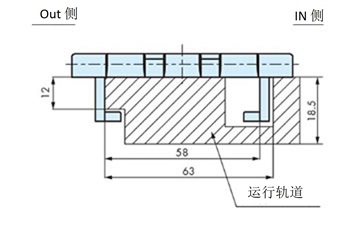
2-5.WT0700系列两端压尺的安装示例
输送机设计注意事项
- 1.※滚轮请使用绑带式。
- ·可以更轻松地吸收、切割和调整链拉伸 (δ) 。
- ・收线行程(S)的指导原则为:S =输送机长度× 1%
- 2.※关于滚子部分
- ·外径请选择Φ50以上的尽可能大的产品。
- ·要使用的轴必须具有足够的刚度。
- ·请务必旋转。
- 3.链子会因温度变化而膨胀、收缩,因此请将链子接好,使链子部分适当松弛,或使用张紧器等进行调节。
[参考:聚甲醛链条的线膨胀系数:12×10-5 /°C]
- 4.采用正反底部驱动时※滚子部的负荷约为使用张力的1.5倍,因此使用机械宽度较大的输送机 (1m以上) 时,请选择刚性足够的轴,或采用3个点以上支撑的方式承接轴。
使用压尺时的注意事项
- 1.安装压尺的支架应具有刚性,并将松弛限制在0.5mm以内。
- 2.机架相对于输送机宽度的弯曲或扭转等允许误差尺寸不得超过0.3mm。
- 3.压尺与※滚子及链轮的位置尺寸请设定为角度α≤30°。
- 4.压尺以接近最大使用张力的负荷与链条滑动,因此在干燥条件、高速行驶及重负荷搬运时,推荐使用SJ-CNO (特殊聚酰胺) 制。
注)本设计资料是考虑了重负荷条件的规格。
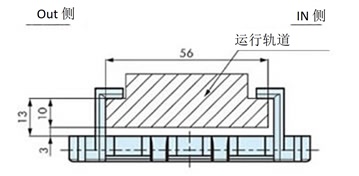
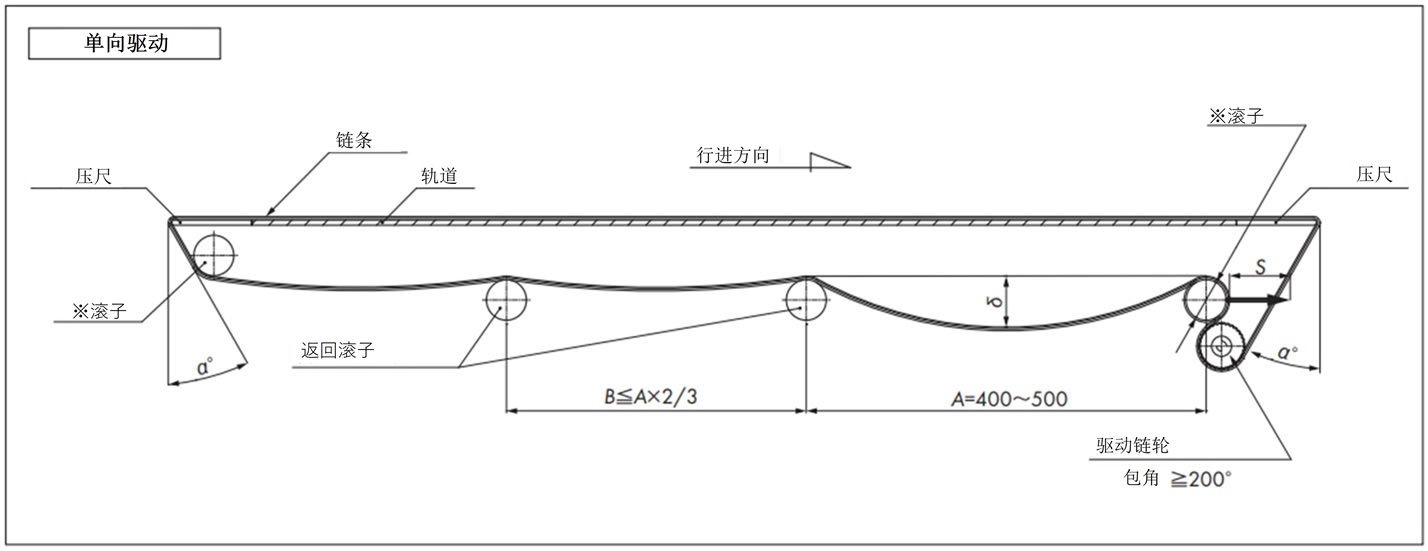
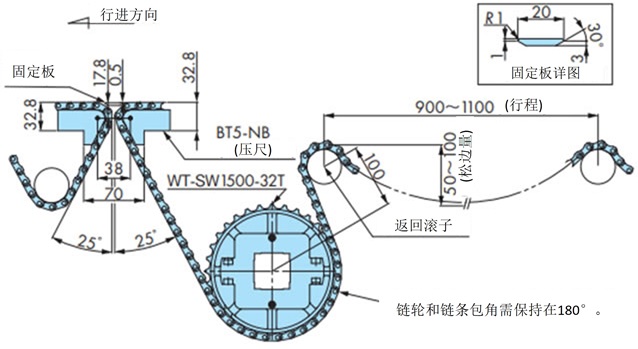
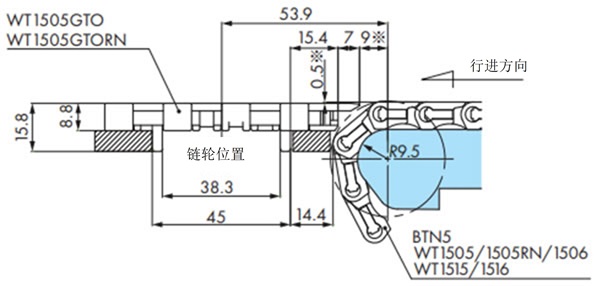
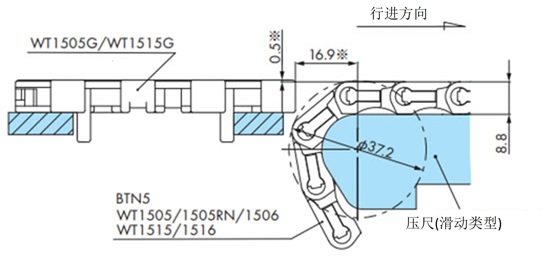
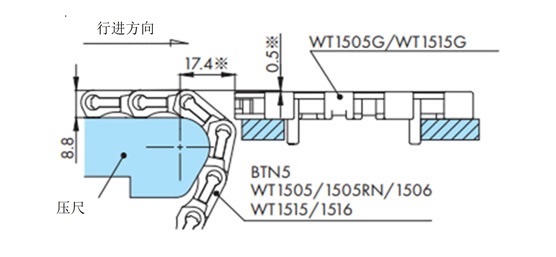
2-6.WT1500系列及BTN5和两端压尺的安装示例
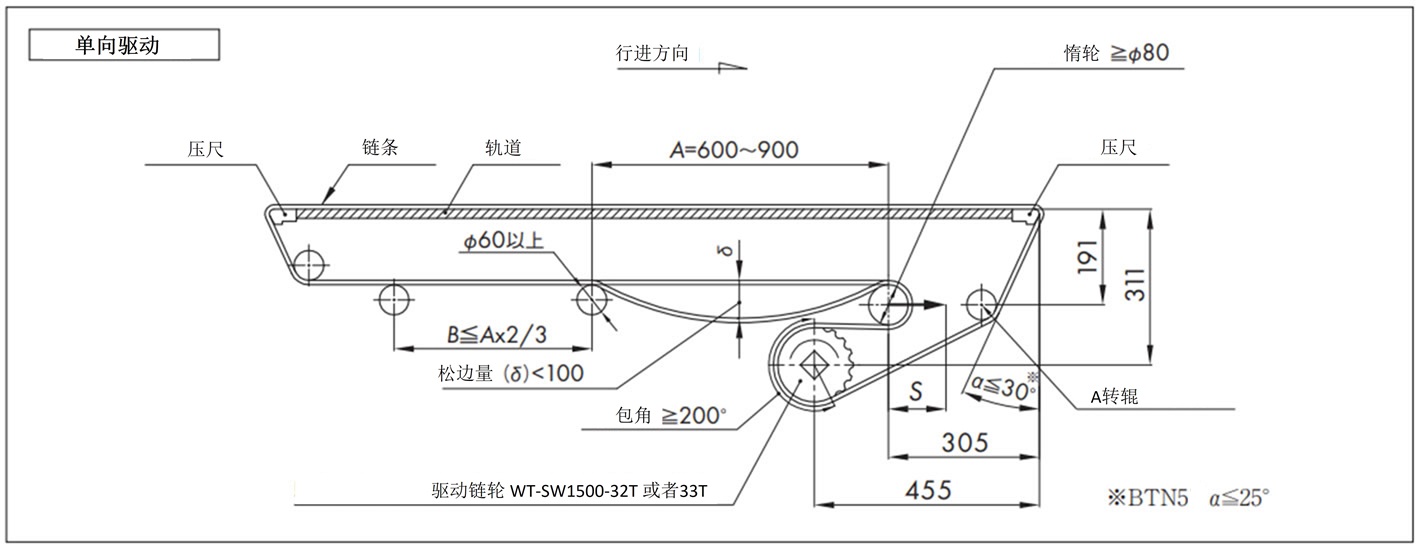
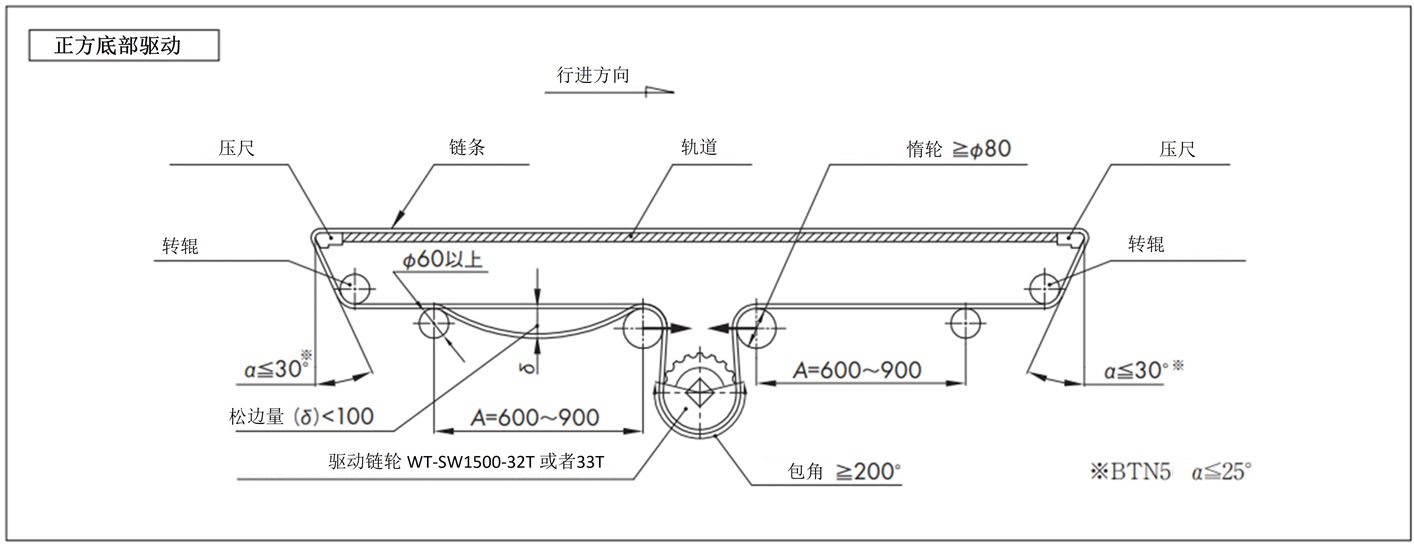
输送机设计注意事项
- 1.请给我卷轴辊。
- ·可以更轻松地吸收、切割和调整链拉伸 (δ) 。
- ・收线行程(S)的指导原则为:S =输送机长度× 1%
- 2.请选择Φ80以上的尽可能大的托辊外径。
- 3.请务必旋转托辊。
- 4.用于转轮A和转轮的轴必须具有足够的刚性。(请勿使用高转速回车辊作为转轮。)
- 5.链子会因温度变化而膨胀、收缩,因此请将链子接好,使链子部分适当松弛,或使用张紧器等进行调节。
[参考:聚甲醛链条的线膨胀系数:12×10-5 /°C]
- 6.正反底部驱动时,约1.5倍使用张力的负荷会作用于惰轮辊部,因此使用机械宽度较大的输送机 (1m以上) 时,请选择刚性足够的轴,或采用3个点以上支撑的方式承受轴。
使用压尺时的注意事项
- 1.安装压尺的支架应具有刚性,并将松弛限制在0.5mm以内。
- 2.机架相对于输送机宽度的弯曲或扭转等允许误差尺寸不得超过0.3mm。
- 3.将压尺和转轮的位置尺寸设置为角度α≤30°。
- 4.压尺以接近最大使用张力的负荷与链条滑动,因此在干燥条件、高速行驶及重负荷搬运时,推荐使用材质等级PLF或SJ-CNO (特殊聚酰胺) 。
注)本设计资料是考虑了重负荷条件的规格。
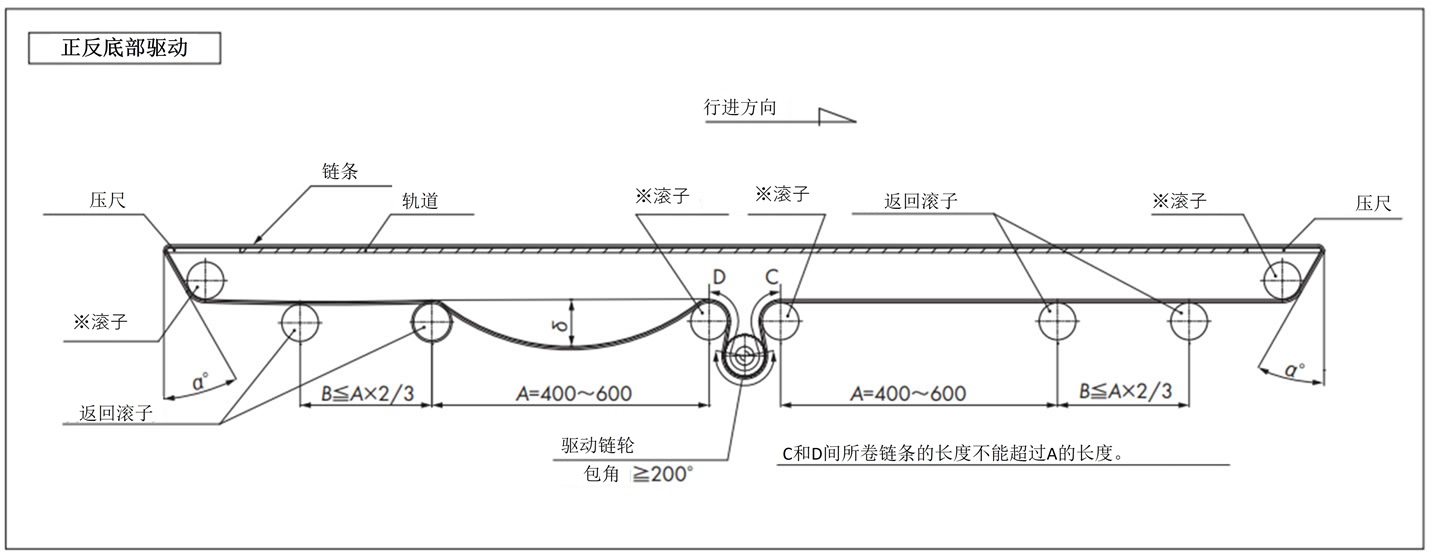
2-7.WT2520系列正反底部驱动布局
输送机设计注意事项
- 1.请选择Φ80以上的尽可能大的托辊外径。
- 2.请务必旋转托辊。
- 3.用于车削滚轮的轴必须具有足够的刚性。(请勿使用高转速回车辊作为转轮。)
- 4.链子会因温度变化而膨胀、收缩,因此请将链子接好,使链子部分适当松弛,或使用张紧器等进行调节。
[参考:聚甲醛链条的线膨胀系数:12×10-5 /°C]
- 5.正反底部驱动时,约1.5倍使用张力的负荷会作用于惰轮辊部,因此使用机械宽度较大的输送机 (1m以上) 时,请选择刚性足够的轴,或采用3个点以上支撑的方式承受轴。
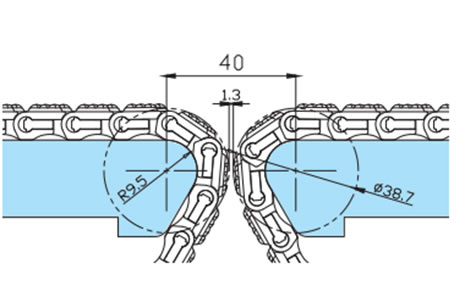
2-8. 压尺条衔接布局
2-8-1. WT0405-W 型衔接布局
通过使用 2.5mm R 压尺条,可以衔接在一起。
不使用以往所需的固定板,可缩小至13mm。
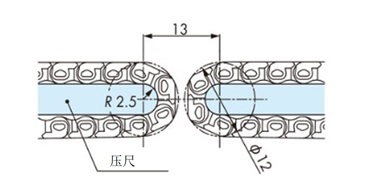
注)详情请咨询本公司。
2-8-2. WT0700系列衔接布局
・WT0700系列压尺条衔接布局
输送机可以采用直对接方式衔接。
通过使用死板,可以将间隙缩小到最小。
・WT0700系列压尺杆和链轮衔接布局
传送带之间的连接可以衔接。
通过使用死板,可以将间隙缩小到最小。
・WT0700系列压尺杆和WT1500系列链轮衔接布局
传送带之间的连接可以衔接。
通过使用死板,可以将间隙缩小到最小。
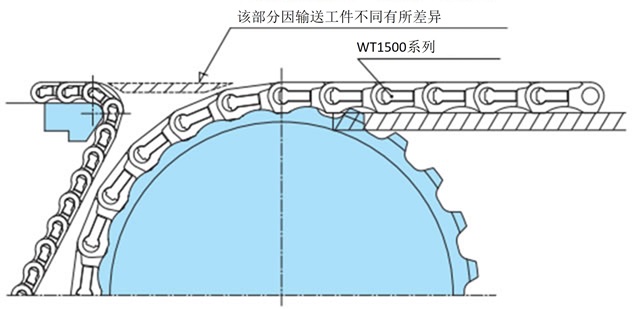
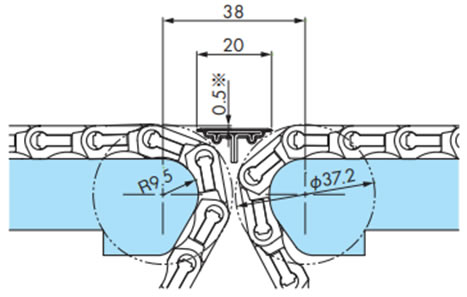
2-8-3. WT1500系列,BTN5型衔接布局
固定板的配置因安装空间等而异,例如下图所示。
注)
- 1. 上图中的尺寸仅供参考。请根据搬运物的实际情况进行微调。
- 2. 由于搬运物形状不稳定,即使链条轻微晃动也可能导致故障。如果出现这种搬运物,请联系我们。
通过使用 WT1500、WT151 0 系列或 BTN5 型,可以在输送机之间进行直接衔接连接。
衔接处使用的死板可以缩小到 20 mm。
注)
- 1. *标有星号(*)的部件需要根据搬运物进行调整。
- 2.对应的链子只有WT1500、WT1510系列和BTN5型。WT1505G不适用。
・WT1500、WT151 0系列压尺条衔接布局
・WT151 5VG-W型衔接布局
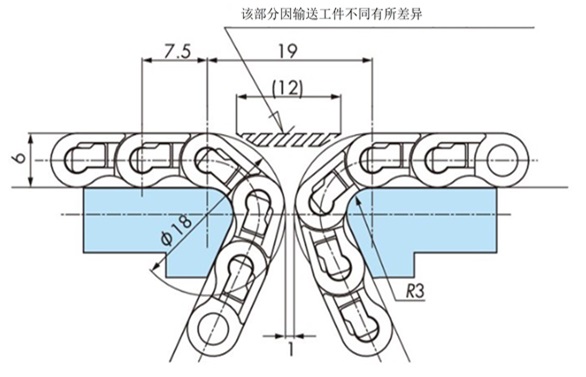
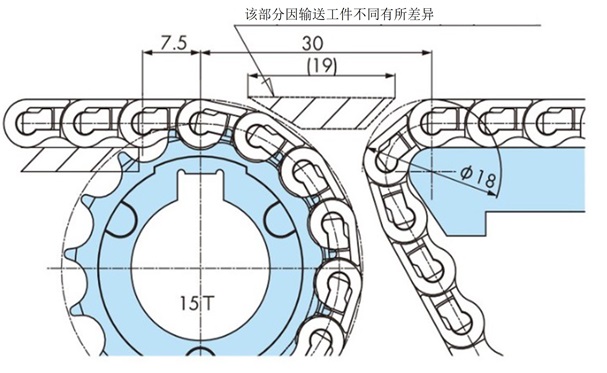
2-9. BTC4-M型衔接接头布局
·齿数为10T的链轮直线移动时
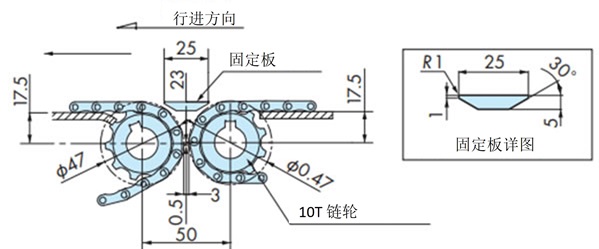
·Φ18轴直线移动时
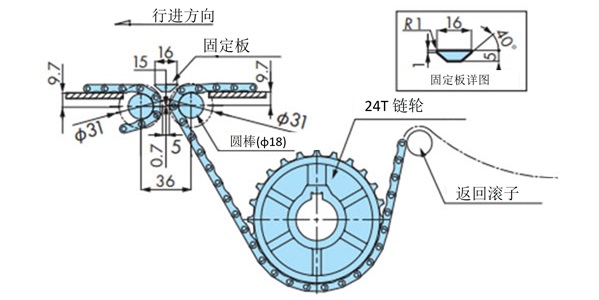
注意)根据搬运物的转移状态,稍微调整死板高度。
2-10. WT2520系列衔接布局
通过在传送带端部设置Φ50的圆棒,可缩小传送带之间的换乘空间。采用正反底部驱动的布局。
・WT2525-K型/WT2525-M型衔接布局
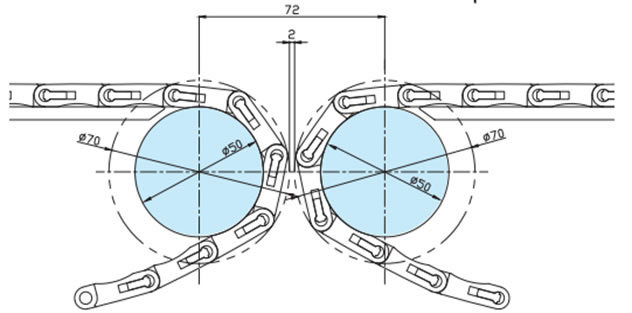
・WT2525VG-K型/WT2525VG-M型衔接布局

2-11.正交输送布局
通过使用我们的压尺杆和 GTO/TOD 型链条,无需使用通常需要的死板,即可平稳地将搬运物的角度改变 90 度。
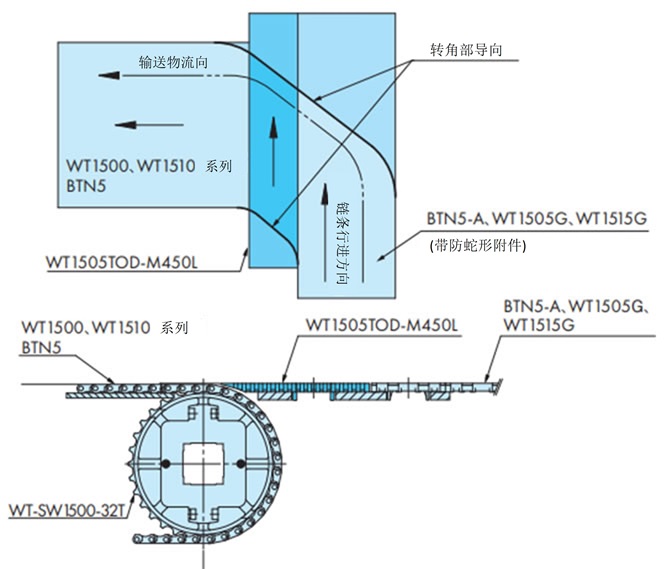
·每个链的安装尺寸如下所示。
插入交货 (WT1505TOD/WT1500)
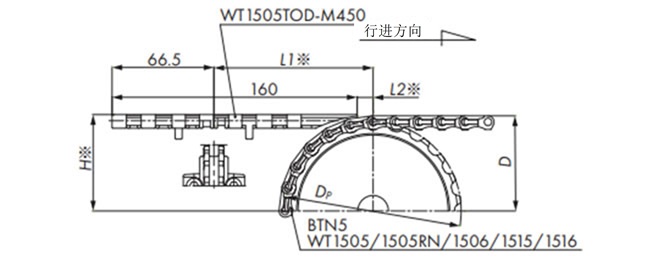
| 齿数 | 尺寸mm | ||||
|---|---|---|---|---|---|
| Dp | D | H ※ | L1 ※ | L2 ※ | |
| 24 | 114.9 | 61.4 | 62.2 | 103.9 | 10.4 |
| 32 | 153.0 | 80.5 | 81.3 | 104.9 | 11.4 |
| 33 | 157.8 | 82.9 | 83.7 | 105.0 | 11.5 |
注)*标有星号(*)的部件可能需要根据搬运物进行调整。
插入交货 (WT2505TOD/WT2500)
·对于WT2505TOD-M450:
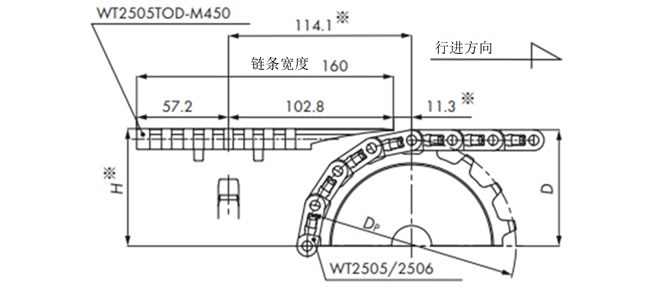
| 齿数 | 尺寸mm | ||
|---|---|---|---|
| Dp | D | H ※ | |
| 16 | 130.2 | 71.4 | 72.1 |
| 18 | 146.3 | 79.5 | 80.3 |
| 21 | 170.4 | 91.6 | 92.5 |
| 31 | 251.1 | 131.8 | 132.6 |
注)*标有星号(*)的部件可能需要根据搬运物进行调整。
·对于WT2505TOD-M750:
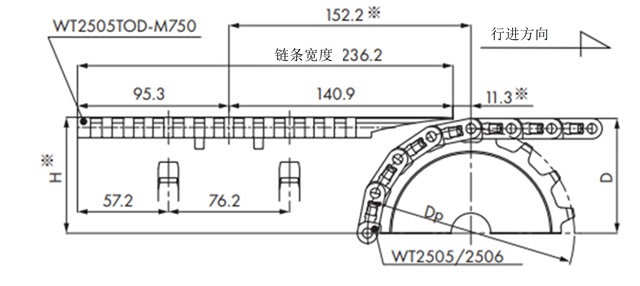
| 齿数 | 尺寸mm | ||
|---|---|---|---|
| Dp | D | H ※ | |
| 16 | 130.2 | 71.4 | 72.1 |
| 18 | 146.3 | 79.5 | 80.3 |
| 21 | 170.4 | 91.6 | 92.5 |
| 31 | 251.1 | 131.8 | 132.6 |
注)*标有星号(*)的部件可能需要根据搬运物进行调整。
排放运输 (WT1505GTO/WT1505GTORN/WT1500)
注)*标有星号(*)的部件可能需要根据搬运物进行调整。
2-12.WT1500和WT1505G的正交传输
插入运输 (WT1500/WT1505G/WT1515G)
注)*标有星号(*)的部件可能需要根据搬运物进行调整。
出口运输 (WT1500/WT1505G/WT1515G)
注)*标有星号(*)的部件可能需要根据搬运物进行调整。
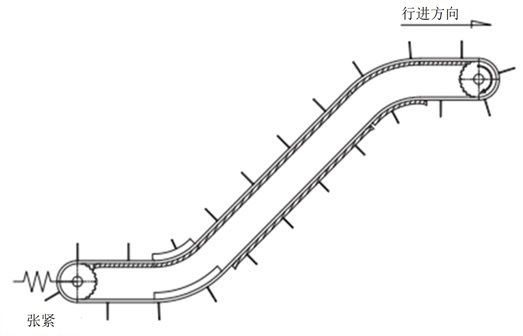
2-13.倾斜输送机的收带
在倾斜输送机中,由于链的自重,链可能会从从动链轮上脱落。因此,我们建议您安装胶带。
带倾斜运输 (水平+倾斜+水平)
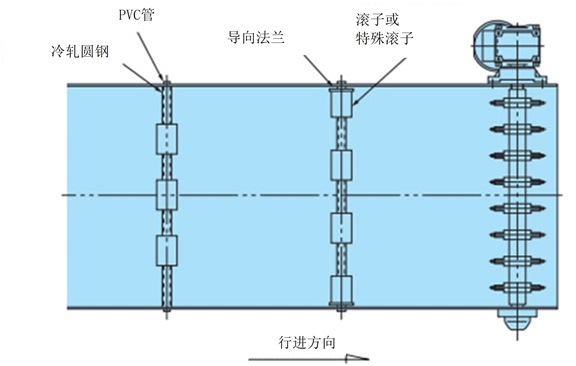
2-14. 翼板型链的返回侧
滚子轴承参考示例
为了防止链条弯曲,需要根据链条宽度增加回位滚子支撑数。
注)为了避免翼板部分的干涉,需要对翼板进行追加加工。
参考图
2-15.防上浮附件(阻力板)的特殊组织
对于 WT1515T-F-W 型,当链条宽度为 100 mm或 150 mm时,防浮起附件(阻力板)的配置有所不同。
链宽100mm
链宽150mm
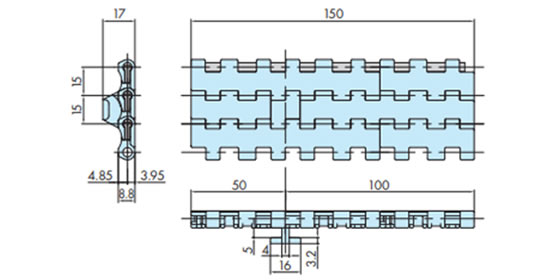
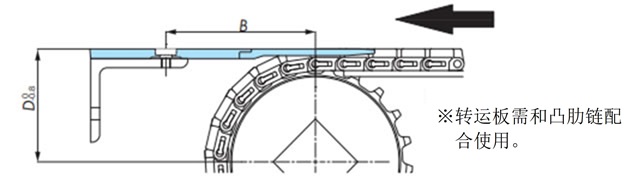
2-16.分动板的安装
下面是所需的分动板放置:。
| 链式 | 分动板型号 | B mm | D mm |
|---|---|---|---|
| WT1907-K | WT-TP1907-L114 | 70 | Dp2 + 9.9 |
| WT-TP1907-L190 | 100 | ||
| WT3827-K | WT-TP3827-L152 | 82 | Dp2 + 12.7 |
| WT5707-K | WT-TP5707-L220 | 82 | Dp2 + 15.5 |
Dp:节距圆直径
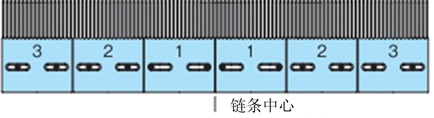
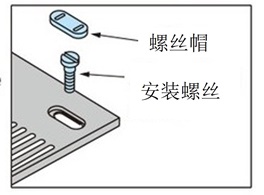
分动板附带的罩盖和安装螺丝请按照右图进行安装。
另外,考虑到传动板链条的热膨胀,请根据使用温度条件按下图所示设置安装螺丝。
- 1) 室温 (20°C) 无温度变化时
2、3分动板的安装螺丝请设置在长孔的中央。
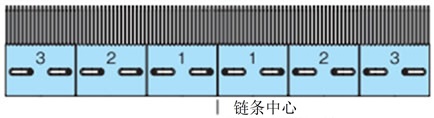
- 2) 低温时
2、3的分动板的安装螺丝请设置在链条的中心。
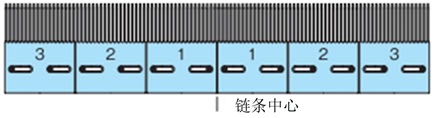
- 3) 高温时
2、3的分动板的安装螺丝请设置在链条的一端。