技术资料同步带和同步带轮
使用说明(止动带轮S型和 S 型镀层规格)
安装
- 1) S型规格时
请擦去轴表面的灰尘,薄薄地涂上油或润滑脂。(不能使用含有钼类减磨剂的东西。)
拔下套筒的紧固螺栓,将滑轮及套筒接触面擦拭干净,涂上润滑油或润滑脂。
也请涂在紧固螺栓的螺丝部及座部。通过涂油或润滑脂可获得稳定的螺栓紧固力,请务必涂抹。
不涂抹时,可能会导致传递扭矩不足或螺栓松动。 - 2) S型电镀规格时
请将轴表面的灰尘、油分完全擦拭干净。拔下套筒的紧固螺栓,将滑轮及套筒接触面擦拭干净。
不需涂油或润滑脂,请勿使用。
另外,为了获得与涂用油或润滑脂相同的效果,事先在螺栓上涂有特殊涂层,请勿涂抹。 - 3) 轻轻拧紧固定螺栓,使套筒处于临时组装状态。
- 4)用手轻轻地将你在步骤 3 中临时组装的止动带轮推入指定位置。
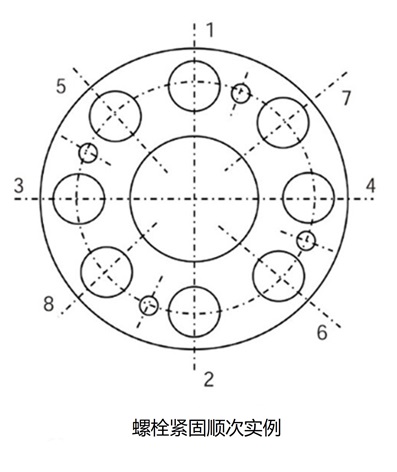
- 5) 请按额定拧紧扭矩M A的1/4,按对角线上的顺序均匀拧紧螺栓。
- 6) 将拧紧扭矩提高到M A的1/2,然后按照5) 中的方法拧紧。
- 7) 将拧紧扭矩提高到额定值,然后按照5)、6) 中的方法拧紧。
- 8) 请以额定拧紧扭矩,沿圆周方向依次拧紧所有拧紧螺栓。请重复这个数次。
所有拧紧螺栓以额定拧紧扭矩完全拧紧后安装完成。
安装注意事项
- ·拧紧螺栓时,请务必使用扭矩扳手。拧紧时请遵守拧紧要领和拧紧扭矩M A。使用扭矩扳手以外的扳手或手动紧固作业不正确,可能会导致打滑或变形等事故。
- ·扭矩大于拧紧扭矩时拧紧螺栓会导致螺栓损坏。拧紧扭矩以下会导致螺栓松动,因此请务必使用标准的拧紧扭矩M A拧紧。
- ·请勿使用非本机自带的紧固螺栓。会成为螺栓破损等事故的原因。因丢失、更换等需要新螺栓时,请与本公司联系。
拆卸
- 1) 确认皮带轮和轴没有受到扭矩等负荷后,依次松开紧固螺栓并拔出。
- 2) 将拔出的螺栓放入拆卸用螺钉孔内,均匀拧紧,锁定状态解除。
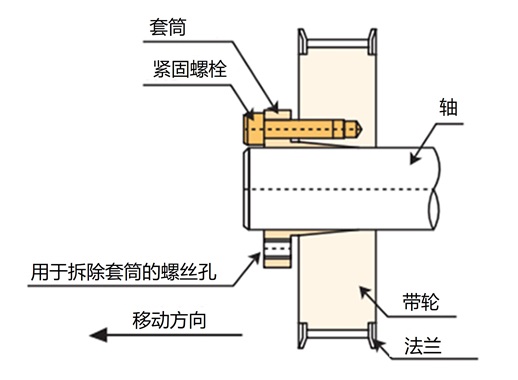
螺栓紧固时的滑轮移动
安装锁定系列S型时,从最初固定到最终拧紧,带轮沿轴向移动0.5mm~1.0mm。
因此,在对中时,请预先估计滑轮移动量进行安装。
滑轮的移动方向请参照右图。
一般说明
- 1) 允许的传动扭矩:选择负载扭矩,使得产生的最大扭矩乘以使用系数始终等于或小于传动扭矩。
- 2) 轴径公差和表面粗糙度:轴径公差为h8,轴表面粗糙度为Ra 3.2。
- 3) 安装在带键槽的轴、D型轴上
安装在电机轴等已加工键槽的轴或D型轴上时,容许传递扭矩会减少10%。 - 4) 安装在抛光棒钢上
安装在保证了机械性能的抛光棒钢 (拉拔材料尺寸容许直径8级~10级) 上时,容许传递扭矩会减少10%。 - 5) 轴材请使用S35C以上的实心轴材。
- 6) 工作温度范围:-15°C至80°C (铝:0°C至50°C)
- 7)拧紧螺栓时务必使用扭矩扳手。
(请务必按照您所使用扭矩扳手的使用使用说明书正确使用。)
[无镀铝] 螺栓和拧紧扭矩M A
| 套筒编号 | 螺栓尺寸 | 螺栓拧紧扭矩 N・m{kgf・m} |
|---|---|---|
| S1 | M4x16 | 4.2 {0.43} |
| S2 | M5x18 | 8.3 {0.85} |
| S3, S4 | M5x20 | |
| S5 | M5x22 | |
| S6 | M6x25 | 16.8 {1.71} |
| S7 | M8x30 | 40.5 {4.13} |
[电镀规格] 螺栓与拧紧扭矩M A
| 套筒编号 | 螺栓尺寸 | 螺栓拧紧扭矩 N・m{kgf・m} |
|---|---|---|
| S1 | M4x16 | 3.4 {0.35} |
| S2, S3, S4 | M5x20 | 6.8 {0.69} |
| S5 | M5x25 | |
| S6 | M6x25 | 13.6 {1.39} |
| S7 | M8x30 | 32.8 {3.35} |