大型输送链简易更换系列技术资料
安装、拆卸前
注意事项
- ·更换链轮或替牙的操作可能会破坏重量平衡,导致轴旋转或链轮或替牙掉落。请在确实支撑、固定的状态下进行作业。此外,请确保有安全的工作场所和足够的工作人员。
- - 拆卸环形齿或块状齿螺栓时,如果由于搬运物的粘附或腐蚀而不得不烧蚀螺栓,请先用锉刀或砂轮机清除安装底座接触面上的任何划痕或沉积物。如果将直径小于螺栓的垫片(杆)放在螺栓上,然后用锤子敲击,则更容易拆卸螺栓。
- ·特别是重量大的尺寸的链轮和替牙,设置了吊孔或者螺栓用的丝锥。请用吊带或钢丝等切实固定。
- ·请充分清洁轴的链轮安装部及链轮本体的分割部、安装底座。如果出现划痕、腐蚀、搬运部分粘连等情况,请使用锉刀、研磨机等将其除去,使其平滑。
安装、拆卸步骤
1.分区类型
安装步骤
- 1.请在轴的安装部组合分割后的链轮。
此时,请配合齿部的配合标记,使之一致。 - 2.组合分割后的链轮时,轮毂部的安装面没有间隙,齿部的安装面有间隙,但在啮合时不存在功能上的问题。
- 3.请使用附带的弹簧垫圈,用扭矩扳手可靠地拧紧螺栓。
- 4.安装到轴上时,请确保分割面之间没有错位。
请使用附带的弹簧垫圈将螺栓固定均匀。
拧紧扭矩如下表所示。
| 螺栓尺寸 | M8 | M10 | M12 | M14 | M16 | M20 | M24 | M30 |
|---|---|---|---|---|---|---|---|---|
| 拧紧扭矩 [N・m] | 34 | 68 | 118 | 186 | 289 | 568 | 980 | 1960 |
※请使用链轮附带的专用螺栓。
※使用以适当拧紧扭矩在一般环境下不易松动的高张力螺栓,
受到较大振动等担心松动时,请同时使用防松软剂等防止松动。
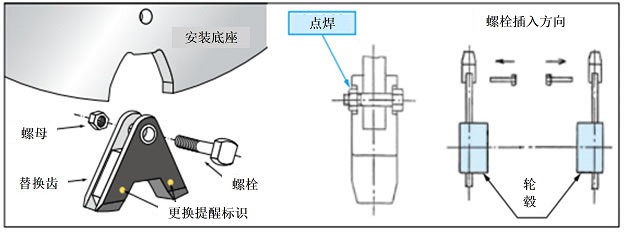
2.环形替换齿型
安装步骤
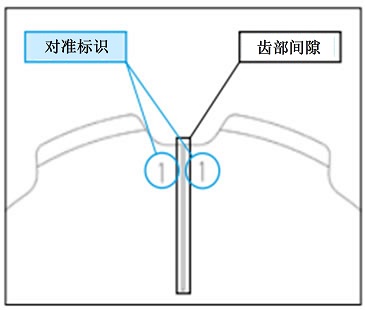
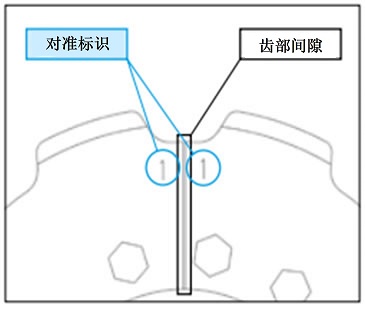
- 1.请将替牙设置在安装面上,使配合标记一致,并用螺栓、弹簧垫圈、螺母临时紧固。
- 2.调整安装间隙使其均匀。间隙标准为1~3mm。此间隙在啮合时没有功能问题。
- 3. 安装后,调整齿底的高度,使它们齐平。
- 4.螺栓、螺母的安装
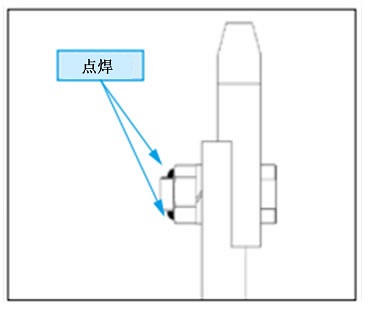
点焊接安装规格时
请在所有螺母上进行松紧点焊接。请在所有螺母上进行2处缓止点焊接。链轮设想在振动、腐蚀、冲击、腐蚀环境等恶劣条件下使用。拧紧扭矩如下表所示。螺栓尺寸 M8 M10 M12 M14 M16 M20 M24 M30 拧紧扭矩 [N・m] 34 68 118 186 289 568 980 1960 ※请使用替牙附带的专用螺栓、螺母、垫圈。
对于防松螺母安装规范
将防松螺母完全拧紧,确保均匀拧紧。
为了更牢固地拧紧,请使用扭矩扳手。
拧紧扭矩如下表所示。尺寸 凸螺母 (下螺母) 凹螺母 (上螺母) 部件结构参考图 紧固扭矩
※单位为 [N・m]紧固扭矩
※单位为 [N・m]环形替换齿 M10 39 18~24 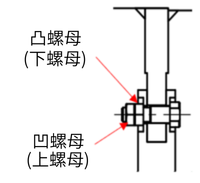
M12 68 27~39 M14 110 40~58 M16 170 70~100 M20 330 120~200 M24 570 160~300 M30 1130 270~440 *请使用替换齿附带的专用螺栓、防松螺母和垫圈。
用记号笔画一条线,使螺栓头、防松螺母、垫圈和替换齿呈直线连接。※链轮可考虑在振动、冲击、腐蚀环境等恶劣环境下使用。
由此,螺栓及螺母可能会变得容易松动,因此请对所有安装部件进行松动确认标记。
移除程序
- 1.取下替牙时,请用研磨机等去除点焊。
- 2. 拆下螺栓并取下替换齿。如果由于搬运物粘附或链轮腐蚀导致螺母无法拆卸,而不得不采取烧蚀等措施,请先用锉刀或砂轮机清除安装底座接触面上的任何划痕或沉积物。
- ◎用防松螺母代替点焊时
- 1.请用研磨机等去除防止螺母松动的点焊。
- 2.各齿部用螺栓和螺母安装。
松开各螺母后取下,请确实固定,以免齿部掉落。
特别是重量较大的尺寸设有吊孔或眼螺栓用丝锥,请使用吊带或钢圈等确实固定。 - 3.请拔下螺栓,取下替牙。
- 4.请同样取下剩下的替牙。
- ※取下螺母时,由于搬运物的固定或链轮的腐蚀等原因,可能会出现螺母难以取下的情况。
应对螺栓进行烧断等处理,若螺栓、螺母的座面有伤痕、附着物等,请务必擦洗,
使用研磨机等将其磨平。
螺栓、螺母的座面是替换齿圈系列链轮构造上的重要要素。
3.块状替换齿型
安装步骤
- 1.请用刮刀等将专用粘合剂 (附属) 涂抹在替牙的整个安装部位。
- 2.将替牙装入安装底座时,请确认安装底座的底部与替牙接触。
- 3.确认接触后,请用附带的螺栓、螺母拧紧。
注)用于斗式提升机时,请从传送带的内侧向外侧装入螺栓。
- 4. 所有螺母都应采用点焊或防松螺母固定,以防止松动。
点焊接安装规格时
确认接触后,请用附带的螺栓、螺母拧紧。
使用于斗式提升机时,请从传送带内侧向外侧装入螺栓。易于操作和检查。
请使用扭力扳手拧紧螺栓。其拧紧扭矩如下表所示。
确认接触良好后,用随附的螺栓和螺母拧紧。
与斗式提升机配合使用时,应从输送机的内侧向外侧安装螺栓。
这样可以简化工作和检查,并防止与附件发生干涉。
拧紧螺栓和螺母时,请使用扭矩扳手。
拧紧扭矩如下表所示。
确认接触后,请用附带的螺栓、螺母拧紧。
使用于斗式提升机时,请从传送带内侧向外侧装入螺栓。易于操作和检查。
请使用扭力扳手拧紧螺栓。其拧紧扭矩如下表所示。
| 螺栓尺寸 | M8 | M10 | M12 | M14 | M16 | M20 | M24 | M30 |
|---|---|---|---|---|---|---|---|---|
| 拧紧扭矩 [N・m] | 34 | 68 | 118 | 186 | 289 | 568 | 980 | 1960 |
※请使用替牙附带的专用螺栓螺母。
对于防松螺母安装规范确认接触良好后,用随附的螺栓和螺母拧紧。
与斗式提升机配合使用时,应从输送机的内侧向外侧安装螺栓。
这样可以简化工作和检查,并防止与附件发生干涉。
拧紧螺栓和螺母时,请使用扭矩扳手。
拧紧扭矩如下表所示。
| 尺寸 | 凸螺母 (下螺母) | 凹螺母 (上螺母) | 部件结构参考图 |
|---|---|---|---|
| 紧固扭矩 ※单位为 [N・m] |
紧固扭矩 ※单位为 [N・m] |
环形替换齿 | |
| M10 | 39 | 18~24 | |
| M12 | 68 | 27~39 | |
| M14 | 110 | 40~58 | |
| M16 | 170 | 70~100 | |
| M20 | 330 | 120~200 | |
| M24 | 570 | 160~300 | |
| M30 | 1130 | 270~440 |
*请使用替换齿附带的专用螺栓和防松螺母。
5.请就这样放置约24小时,让粘合剂干燥。
移除程序
- 1.取下替牙时,请用研磨机等去除点焊。
- 2. 拆下螺栓并取下替换齿。如果由于搬运物粘附或链轮腐蚀导致螺母无法拆卸,而不得不采取烧蚀等措施,请先用锉刀或砂轮机清除安装底座接触面上的任何划痕或沉积物。
- 3.请拔下螺栓,取下替牙。在进行作业时,请注意不要在拔出螺栓的时候,替换牙掉下来。
- 用防松螺母代替点焊时
- 1.替牙是用研磨机等去除螺母的缓止点焊接,松开螺母取下来。
松开螺母前,请确认松开对象的替牙时是否确实支撑、固定,以免其掉落,确保安全的作业场所和足够的作业人员后再进行作业。 - 2.取下螺母时,如果因搬运物的固定或链轮的腐蚀等原因无法取下,只好采取烧断螺栓等措施,则可能是安装底座座面的损伤、附着物等,请使用锉刀、研磨机等将其除去。
- 3.请拔下螺栓,取下替牙。请一边注意不要突然掉下替换牙,一边实施作业。
更换提醒标识检查
更换提醒标识功能可让您一眼判断何时需要更换链轮。欲了解更多信息,请点击此处。
请按以下步骤检查更换提醒标识:
1.检查程序
- 1. 如果链轮侧面有任何残留物,请将其清除,以便可以看到更换提醒标识。
- 2. 使用极限是当磨损物接触到更换提醒标识时。
- - 每个链轮的齿上有两个位置(大约在 0° 和 180° 处)嵌入了更换提醒标识。
- ・更换提醒标识的位置因型号而异。对于轴孔经过加工的产品,一个定位销嵌在靠近键槽的齿部。
2.注意事项
- ・磨损部位接触到更换提醒标识后继续使用,会迅速加速磨损,也会影响链条的磨损,因此请尽快更换。
- - 如果链轮齿面的磨损超过 20%,即使尚未接触到更换提醒标识,也应更换链轮。此外,如果在磨损超过 20% 之前确认磨损,也应重新调整链轮的位置。
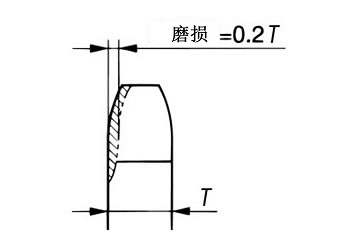
牙齿侧面磨损