技术资料机械式保护机器
扭矩保持器TFK 处理
操作1
- 1. 所有扭矩保持器出厂时均已预留预留孔。拆卸后请钻出轴孔。有关钻轴孔的详细信息,请点击此处查看。
- 2. 拆卸两个或多个扭矩保持器时,请注意不要互换零件。重新组装时,务必使用与出厂时相同的零件。如果零件互换,提供的扭矩曲线将与实际滑动扭矩不符。
- 3.在带齿传动带、滚子链等卷挂传动中使用时,请注意不要使其过紧。如果施加超过必要的张力,可能无法获得稳定的滑动扭矩。
操作2
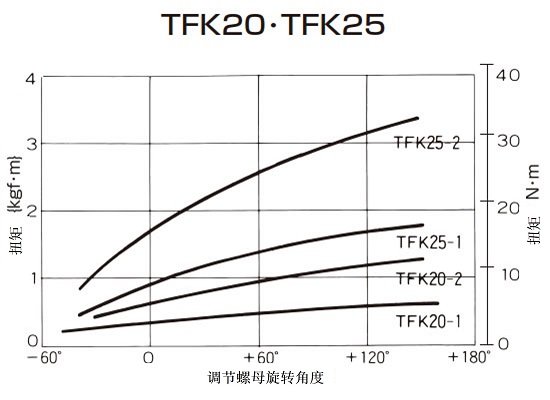
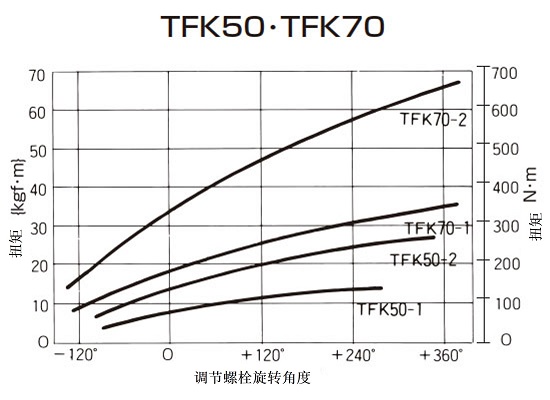
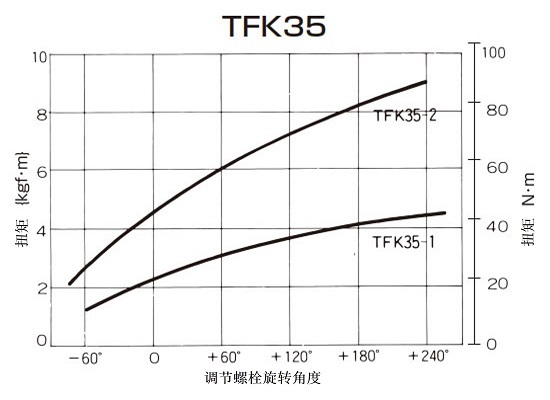
对于扭矩保持器的每个型号,扭矩设置为设定扭矩范围的 50% 最大值(参见产品页面),扭矩曲线随产品一起发货。
这个50%扭矩叫做0点,滑动扭矩的设定以这个0点为基准进行。
TFK20、25、35的滑动扭矩的设定请使用市售的悬挂扳手拧紧调节螺母。设定TFK50、70的滑动扭矩时,请使用市售的扳手等拧紧3个调节螺栓。0积分的再现方法请参照以下内容。
设置滑动扭矩
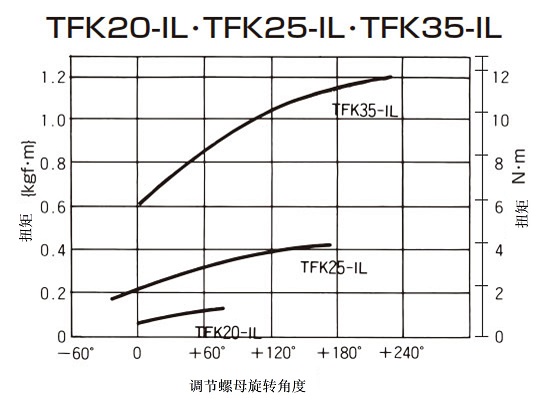
TFK20・25・35
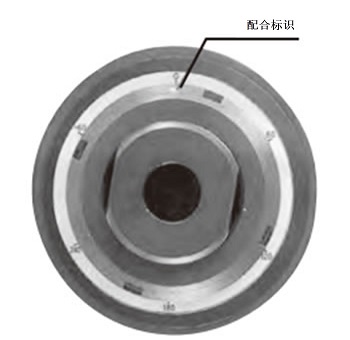
- (1)所需滑动扭矩为0点以上时,请根据主机附带的扭矩曲线将调节螺母按所需角度拧紧。调节螺母可通过扭矩刻度 (角度显示) 和配合标记轻松拧紧。
- (2)所需滑动扭矩在0点以下时,请根据主机附带的扭矩曲线将调节螺母拧松至所需角度以上,然后再拧紧至所需角度。
(例)将滑动扭矩设定为0到-30°时。
- 1.将调节螺母从0点拧松到-60°。
- 2.将调节螺母从-60°拧紧至-30°。
TFK20・25・35扭矩刻度
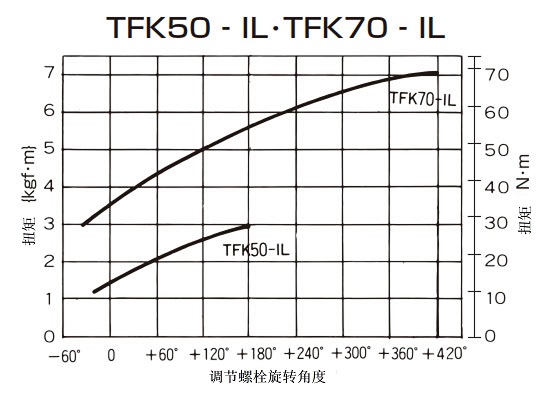
TFK50・70
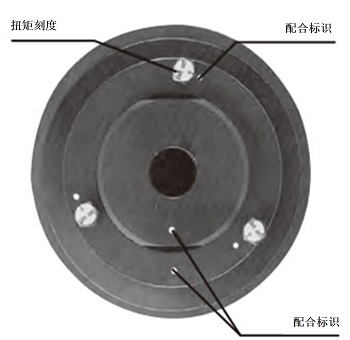
- (1)所需的滑动扭矩为0点以上时,请根据主机附带的扭矩曲线将3个调节螺栓按所需的角度相应地拧紧。调节螺栓的拧紧可通过扭矩刻度 (角度显示) 和配合标记简单进行。
- (2)所需的滑动扭矩为0点以下时,请根据主机附带的扭矩曲线将3个调节螺栓拧松到所需角度以上,然后再拧紧至所需角度。
(例)将滑动扭矩设定为0到-60°时。
- 1.将调节螺栓从0点拧到-90°。
- 2.将调节螺栓从-90°拧紧至-60°。
TFK50・70扭矩刻度
(注)首次设置扭矩保持器或在使用过程中更改滑动扭矩设置时,建议先运行设备 2 至 3 分钟,以获得更稳定的滑动扭矩。根据要设置的滑动扭矩,应按以下步骤进行磨合:
(1)在0点以下的滑动扭矩下使用时。
- 1.以0点扭矩进行2~3分钟的平稳运行。
- 2.请按照上述要领进行滑动扭矩的设定后,进入正式运行。
(2)在0点以上的滑动扭矩下使用时。
- 1.按照上述要领进行滑动扭矩的设定。
- 2.进行2~3分钟的平稳运行。
- 3.将螺母或螺栓复位到0点。
- 4.请再次设定滑动扭矩后再进入正式运行。
扭矩曲线(联轴器类型通用)
弱弹簧规格
标准弹簧规格{}为参考值。
如何重现0点
轴孔加工后的再组装时,请按以下要领进行。
TFK20・25・35
- 1.重新组装时,请将扭矩刻度0对准轮毂的带孔紧定螺钉 (此处的产品编号 (8) ) 的位置进行组装。(请注意不要颠倒180°。)
- 2.请用手拧紧调节螺母,然后用挂式扳手拧紧调节螺母,直到调节螺母的配合标记到达扭矩刻度的0位置。
TFK50・70
- 1.请拧紧调节螺母,使调节螺母与轮毂的配合标记对准。
- 2.请用手拧紧调节螺栓,再用扳手、扳手等拧紧,直到转矩刻度的0到达对标记的位置。
- 注)1.扭矩曲线的刻度0表示最大扭矩的50%。
- 注)2.各扭矩曲线为典型示例。实际使用时,请参照主机附带的扭矩曲线。