大型输送链链轮技术资料及链轮结构
1.基本结构
齿形经过最佳高频淬火淬火处理,提高了链轮的耐磨性和传动能力。
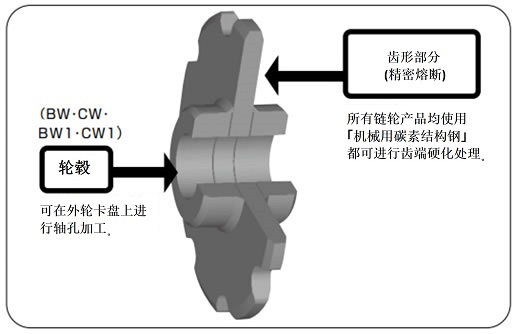
2.轮毂格式

BW型
是在链轮齿形部的一侧焊接轮毂的形式。
应用
- RF10尺寸以下
- RF205尺寸以下

BW1型
是在链轮齿形部贯通轮毂,作为单轮毂形从两侧焊接的形式。
应用
- RF12大小或更大
- RF6205大小或更大

CW型
是在链轮齿形部的两侧焊接轮毂的形式。
应用
- RF10尺寸以下
- RF205尺寸以下

CW1型
是在链轮齿形部贯通轮毂,作为双轮毂形状从两侧焊接的形式。
应用
- RF12大小或更大
- RF6205大小或更大
3.齿形部形式
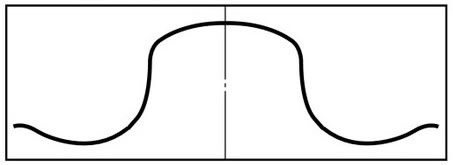
1.形状
S1:齿顶呈圆形
S2:扁平齿顶(阴影区域已切除)
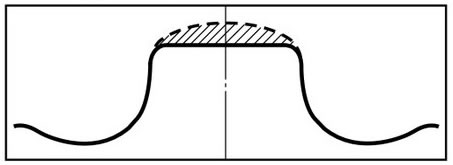
注意:S2齿形适用于带K型附件的链条,因为S1齿形可能会导致链板与链轮外径之间发生干涉。如果您需要使用特殊链条或带顶部滚子的链条,请咨询我们。
2.规格
- ・标准规格(符号 N)
齿顶没有经过硬化处理,因此适用于负载较轻、磨损较小的应用。 - -硬化齿顶规格(符号 Q)
此规格的齿顶经过硬化处理,适用于需要耐磨或高负载工况的应用。请参考下表区分标准规格(N) 和硬化齿顶(Q)。
标准规格和齿顶硬化规范的分类
| 链条规格 | 滚子式 | 驱动侧 | 从动侧 | ||
|---|---|---|---|---|---|
| 普通气氛 | 磨损气氛 | 普通气氛 | 磨损气氛 | ||
| DT规格 DTA规格 |
S | Q | Q | N | Q |
| R | N | Q | N | N | |
| F | N | Q | N | N | |
| AT规格 ATA规格 |
S | Q | Q | N | Q |
| R | Q | Q | N | Q | |
| F | Q | Q | N | Q | |
以上是具有一般使用条款的使用分类。特别是在严重的磨损环境、高负荷条件下的使用条件时,请向本公司咨询。
4.轴孔精加工规格
为了在交货期完成繁琐的孔加工,轴孔尺寸按照以下规格加工。请注意,不包含紧定螺钉。
标准轴孔加工规格
| 轴孔公差 | 键槽宽度公差 | 丝锥加工 |
|---|---|---|
| H8 | JIS B1301-1996 普通型Js9 |
键上和120°间隔的 2处丝锥加工 |
| 旧JIS B1301-1959 2种E9 |
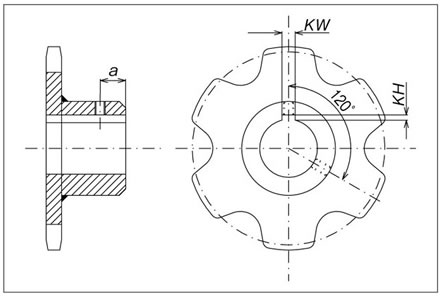
键槽和齿顶尖的阶段
键槽经过精密加工,使链轮齿顶的中心与键槽的中心对齐。如果您希望使用并联链条,请联系我们。
键槽和丝锥的规格、尺寸
| JIS普通型键键槽宽公差Js9 | |||
|---|---|---|---|
| 适用轴孔直径 | 键槽宽度 KW |
键槽深度 KH |
螺孔尺寸 MX |
| 大于22小于30 | 8 | 3.3 | M6 |
| 大于30小于38 | 10 | 3.3 | M8 |
| 大于38小于44 | 12 | 3.3 | |
| 大于44小于50 | 14 | 3.8 | |
| 大于50小于58 | 16 | 4.3 | M10 |
| 大于58小于65 | 18 | 4.4 | |
| 大于65小于75 | 20 | 4.9 | M12 |
| 大于75小于85 | 22 | 5.4 | |
| 大于85小于95 | 25 | 5.4 | M16 |
| 大于95小于110 | 28 | 6.4 | |
| 大于110小于130 | 32 | 7.4 | M20 |
| 大于130小于150 | 36 | 8.4 | |
| 大于150小于170 | 40 | 9.4 | |
| 大于170小于200 | 45 | 10.4 | M24 |
| 大于200小于230 | 50 | 11.4 | |
| 旧JIS2种键键槽宽公差E9 | |||
|---|---|---|---|
| 适用轴孔直径 | 键槽宽度 KW |
键槽深度 KH |
螺孔尺寸 MX |
| 大于20小于30 | 7 | 3 | M6 |
| 大于30小于40 | 10 | 3.5 | |
| 大于40小于50 | 12 | 3.5 | M8 |
| 大于50小于60 | 15 | 5 | |
| 大于60小于70 | 18 | 6 | M10 |
| 大于70小于80 | 20 | 6 | M12 |
| 大于80小于95 | 24 | 8 | |
| 大于95小于110 | 28 | 9 | M16 |
| 大于110小于125 | 32 | 10 | M20 |
| 大于125小于140 | 35 | 11 | |
| 大于140小于160 | 38 | 12 | |
| 大于160小于180 | 42 | 13 | |
| 大于180小于200 | 45 | 14 | M24 |
| 大于200小于224 | 50 | 15.5 | |
| 大于224小于250 | 56 | 17.5 | |
上述以外的加工规格时,请告知以下内容。
- ·轴孔形状、尺寸直径、公差
- ·键槽品种、尺寸、公差
- -螺孔尺寸和位置